HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 159
Advertising
HEIDENHAIN TNC iTNC 530
135
6
.3
D
os
un
iê
c
ie
n
a
rz
ê
dz
ia
do
k
ont
u
ru
i
ods
u
ni
ê
c
ie
Punkt końcowy
Warunki dla wyboru punktu końcowego:
n
Najżdżalny be zkolizyjnie
n
Blisko ostatnie go punktu konturu
n
Wykluczyć uszkodzen ie konturu: Optymalny punkt końcowy leży
na przedłuże niu toru narz dzia dla obróbki ostatniego elementu
konturu
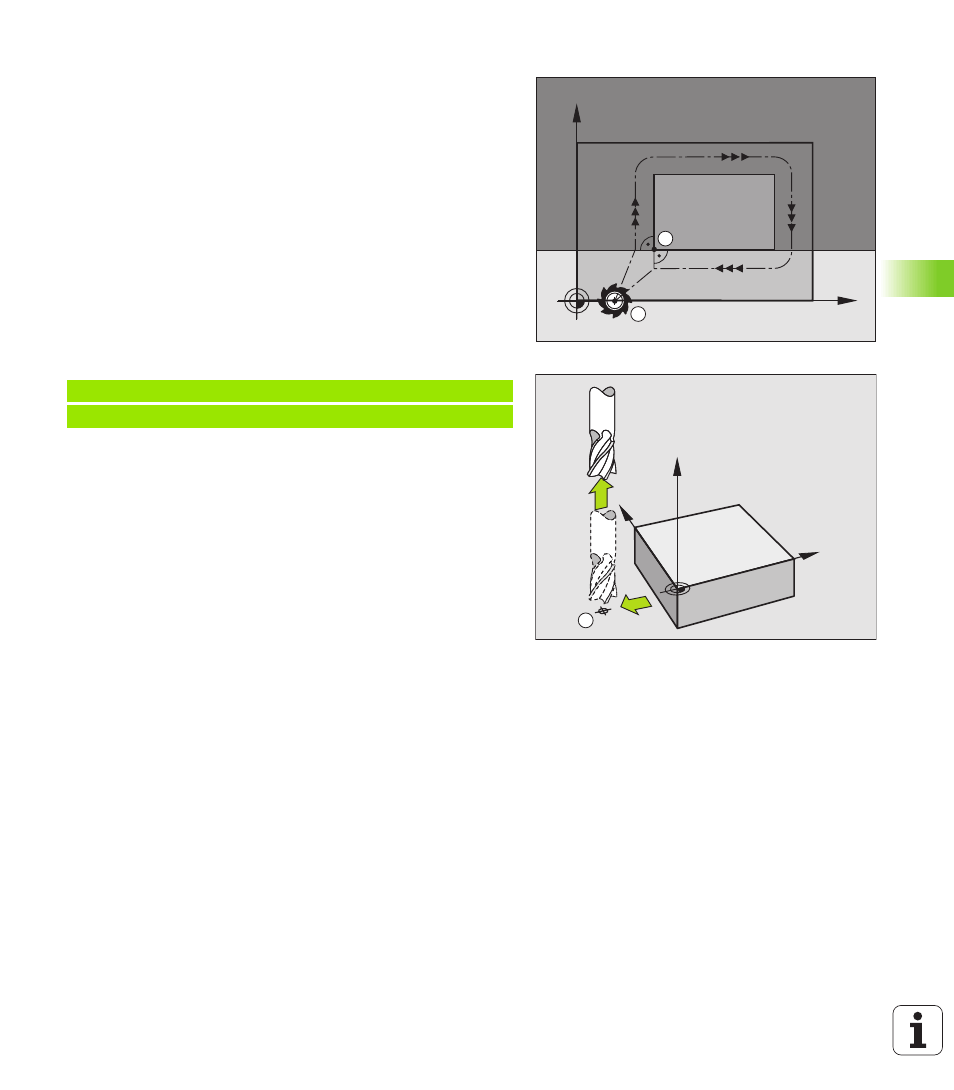
Przykład
Rysu nek po prawe j u góry: Jeśli wyznaczamy punkt startu na
ciemnoszarym obszarze, to kontur zostaje uszkodzony przy
naje ździe punktu końcowego konturu.
Opu ścić punkt koń cowy w osi wrzeciona:
Przy opuszczaniu punktu końcowe go prosz zaprogramować oś
wrzeciona oddzielni e. Patrz rysune k po prawej stron ie na środku.
NC bloki przykładowe
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
X
Y
A
E
Y
X
Z
E
Advertising