6 sl cykl e gru pa 1, Podstawy – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 295
HEIDENHAIN iTNC 530
271
8.
6 S
L-
cykl
e g
ru
p
a
1
8.6 SL cykle grupa 1
Podstawy
Przy pomocy SL cykli możn a zestawiać kompleksowe kon tu ry,
składaj ce si z 12 kon tu rów cz ściowych (kieszenie lu b wysepki).
Kontury cz ściowe prosz wprowadzać jako podprogramy. Z listy
konturów cz ściowych (numery podprogramów), które zostan
podane w cyklu G37 KONTUR, T NC oblicza cały kontur.
Właściwości podprogramów
n
Przelicze nia współrz dnych s dozwolone Jeśli zostan one
zaprogramowane w obr bie wycinków konturów, to dzi ałaj on e
także w nast pn ych podprogramach, nie musz zostać
wycofywane po wywołaniu cyklu
n
TNC ignoruje posuwy F i fun kcje dodatkowe M
n
TNC rozpoznaje kieszeń, jeśl i kontur obwodzi si od wewn trz, np
zarysowanie kon tu ru zgodn ie z ru ch em wskazówek ze gara z
korekcj promienia G42
n
TNC rozpoznaje kieszeń, jeśli kontur obwodzi si od ze wn trz, n p
zarysowanie kon tu ru zgodn ie z ru ch em wskazówek ze gara z
korekcj promienia G41
n
Podprogramy nie mog zawierać żadnych współrz dnych w osi
wrzeciona
n
W pierwszym bloku współrz dnych podprogramu określa si
płaszczyzn obróbki. Osie pomocn icze U,V,W s dozwol one
Właściwości cykli obróbki
n
TNC pozycjonuje przed każdym cyklem automatycznie na
bezpieczn wysokość na płaszczyźn ie obróbki W osi wrze ci ona
należy pozycjon ować wst pnie narz dzie na odst p
bezpieczeństwa
n
Z każde go poziomu gł bokości materiał zostaje usuwan y
równolegle do osi lub pod dowolnym k tem (k t w cyklu G57
zdefin iować W MP7420.1 możn a również określić, iż TNC tak ma
usu wać materiał z konturu, aby oddzielne zagł bie nia były
obrabiane bez wznoszeni a
n
TNC uwzgl dnia wprowadzony naddate k (cykl G57) na
płaszczyźni e obróbki
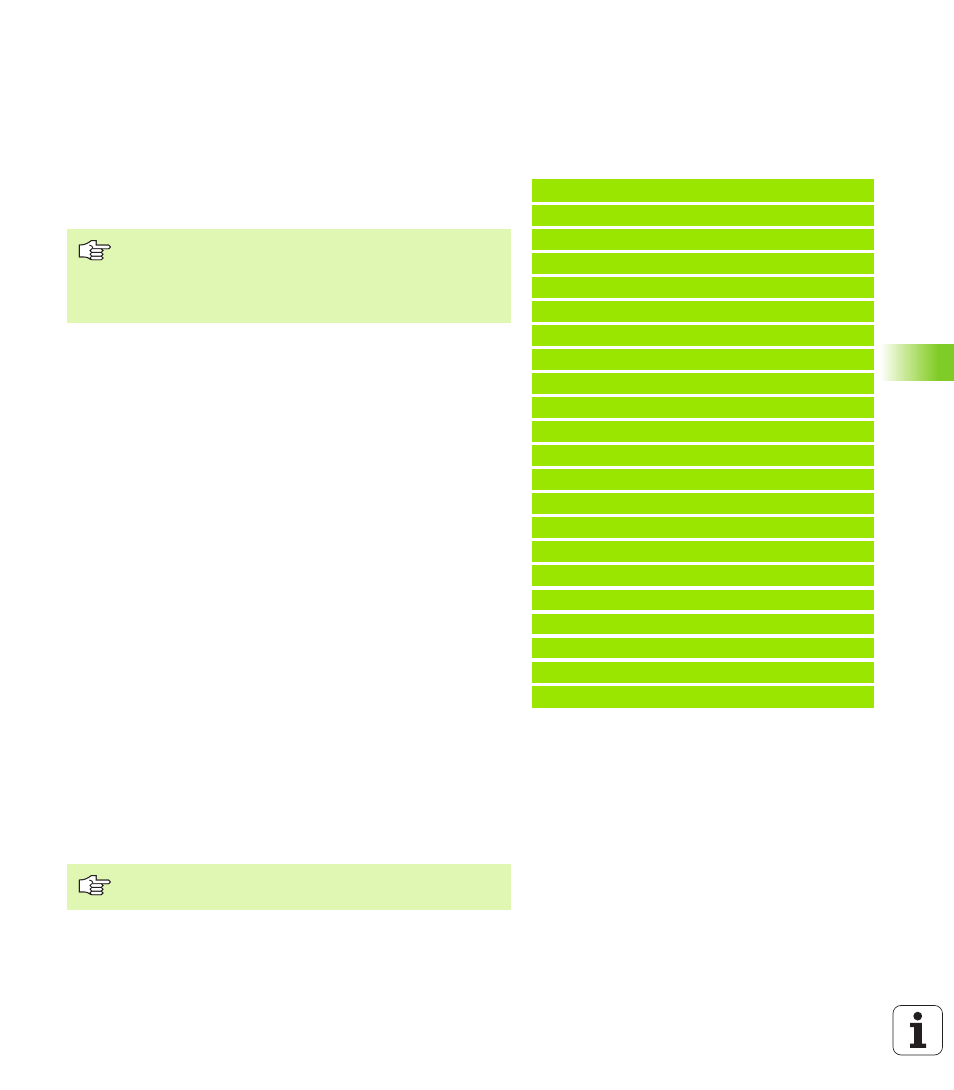
Przykład: Schemat: Odpracowywanie przy
pomocy SL cykli
% SL G71 *
...
G37 P01 ...
...
N16 G56 P01 ...
N17 G79 *
...
N18 G57 P01 ...
N19 G79 *
...
N26 G59 P01 ....
N27 G 79 *
...
N50 G00 G40 G90 Z+250 M2 *
N51 G98 L1 *
...
N60 G98 L0 *
N61 G98 L2 *
...
N62 G98 L0 *
...
N999999 %S L G71 *
Pami ć ograniczona jest dla jednego SL cyklu (wszystkie
podprogramy konturowe) do 48 Kbyte. Liczba
możliwych elementów konturu zale ży od rodzaju konturu
(kontur wewn trzny/zewn trzny) i liczby konturów
cz ściowych i wynosi np. ok. 256 bloków prostych.
Przy pomocy MP7420 określa si , gdzie T NC
pozycjonuje narz dzie przy końcu cykli 21 do 24.