1 przemieszczenia narz dzia, F unkcj e toru kształtowego, F unkcj e dodatkowe m – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 154: Podprogramy i powtórzenia cz ści programu, Programowanie z parametrami q
130
6 Programowanie: Programowanie konturów
6
.1
P
rze
m
ie
szcze
n
ia
n
a
rzê
d
zi
a
6.1 Przemieszczenia narz dzia
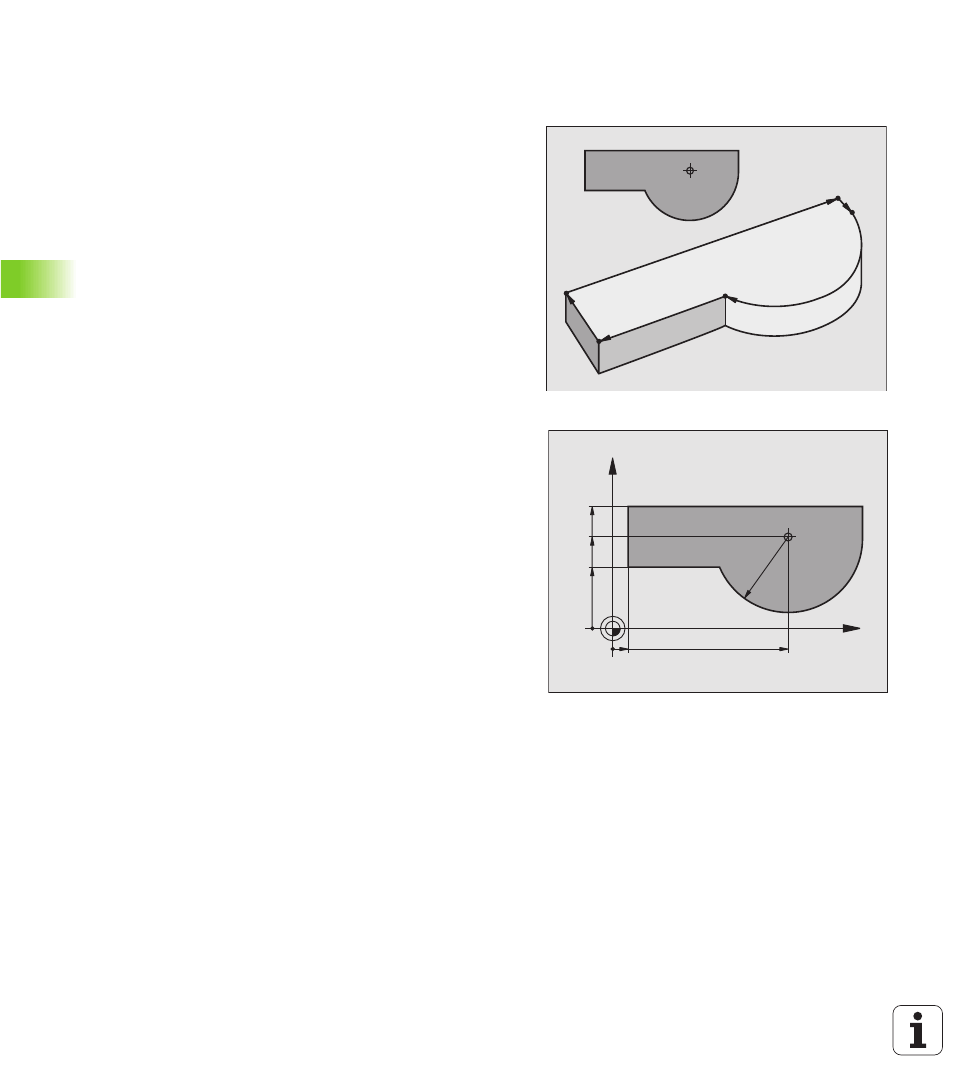
Funkcje toru kształtowego
Kontur obrabianego narz dzia składa si z reguły z kilku elemen tów
konturu, jak proste i łuki koła. Przy pomocy fun kcji toru kształtowego
programuje si ruchy narz dzi dla prostych i łuków koła.
Funkcje dodatkowe M
Przy pomocy funkcji dodatkowych TNC steruje si
n
przebiegiem programu, np. przerw w przebiegu programu
n
funkcjami maszynowymi, jak na przykład wł czanie i wył czanie
obrotów wrzeciona i chłodziwa
n
zach owanie m si n arz dzia na torze kształtowym
Podprogramy i powtórzenia cz ści programu
Kroki obróbki, które si powtarzaj , prosz wprowadzić tylko raz jako
podprogram lu b powtórzenie cz ści programu. Jeśli j akaś cz ść
programu ma być wypełn iona tylko pod określonym warun kiem,
prosz te kroki programu wnie ść jako podprogram. Dodatkowo,
program obróbki może wywołać inny program i aktywować jego
wypełnienie.
Programowani e przy pomocy podprogramów i powtórzeń cz ści
programu j est opisan e w rozdziale 9.
Programowanie z parametrami Q
W programie obróbki parametry Q zast puj wartości li czbowe:
Parametrowi Q zostaje przyporz dkowana w in nym miejscu wartość
liczbowa. Przy pomocy parame trów Q można programować funkcje
mate matyczne, które steruj prze biegiem programu lu b które
opisuj jakiś kontur.
Dodatkowo można, przy pomocy programowania z parametrami Q,
dokon ywać pomiarów z u kładem impulsowym 3D w czasie prze biegu
programu.
Programowani e z parame trami Q jest opisane w rozdziale 10.
G01
G01
CC
G02
G01
X
Y
R4
0
115=I
10
80
60=J
40