Nacinanie gwintu (cykl g86) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 243
HEIDENHAIN iTNC 530
219
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
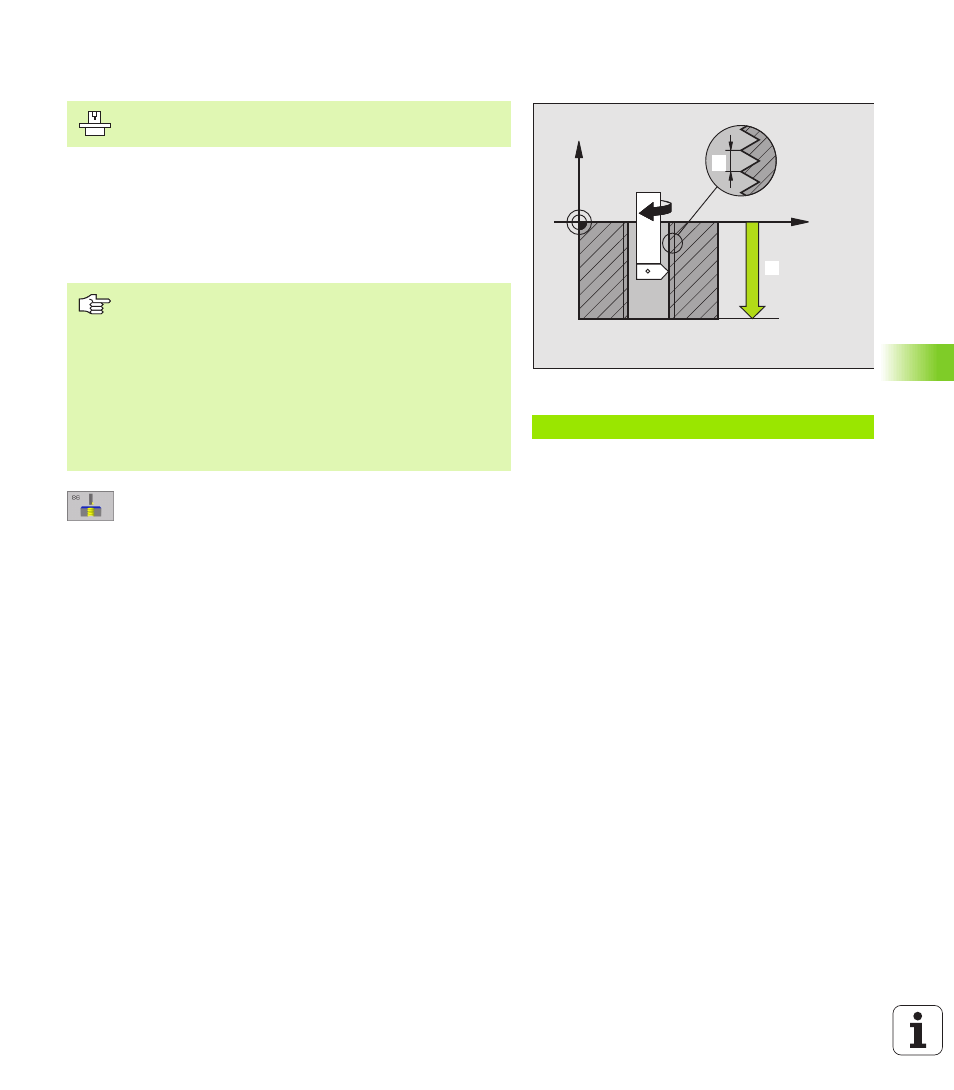
NACINANIE GWINTU (cykl G86)
Cykl G86 NACINANIE GWINTU narz dzie przemieszcza si z
wyregulowanym wrzecionem od aktu alnej pozycji, z aktywn
pr dkości obrotow , na gł bokość. Na dn ie wiercenia nast puje
zatrzymanie wrzeciona (wrze ciono Stop). Ruchy dosuni cia i
odsu ni cia narz dzia należy wprowadzić odzielnie – najle piej w cyklu
producenta. Produ ce nt maszyn udziela Państwu ninie jszym
bliższych in formacji.
U
U
U
U
G ł bokość wiercenia
1
: Odst p aktualna pozycja
n arz dzia – kon iec gwintu
Znak liczby Gł bokości wiercenia określa kierun ek
pracy („–“ odpowiada uje mn emu kie runkowi w osi
wrze ciona )
U
U
U
U
S kok gwintu
2
:
Skok gwintu. Zn ak liczby określa gwint prawo i
l ewoskr tny:
+= gwint prawoskr tny (M3 przy ujemnej gł bokości
wiercen ia)
– = gwint lewoskr tny ( M4 przy ujemnej gł bokości
wiercen ia)
Przykład: NC bloki
N22 G 86 P01 20 P02 +1 *
X
Z
1
1
1
2
Maszyna i TNC musz być przygotowane przez
producenta maszyn.
Prosz uwzgl dnić przed programowaniem
TNC oblicza posuw w zależności od pr dkości obrotowej.
Jeśli w czasie nacinania gwintów zostanie obrócona
gałka obrotowa dla Override pr dkości obrotowej, TNC
dopasowuje posu w automatycznie
Gałka obrotowa dla Override posuwu n ie jest aktywna.
TNC wł cza i wył cza wrzecion o automatyczn ie. Przed
wywołaniem cyklu prosz nie programować z M3 lub
M4.