Uniwersl. wierc. (cykl g203) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 229
HEIDENHAIN iTNC 530
205
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
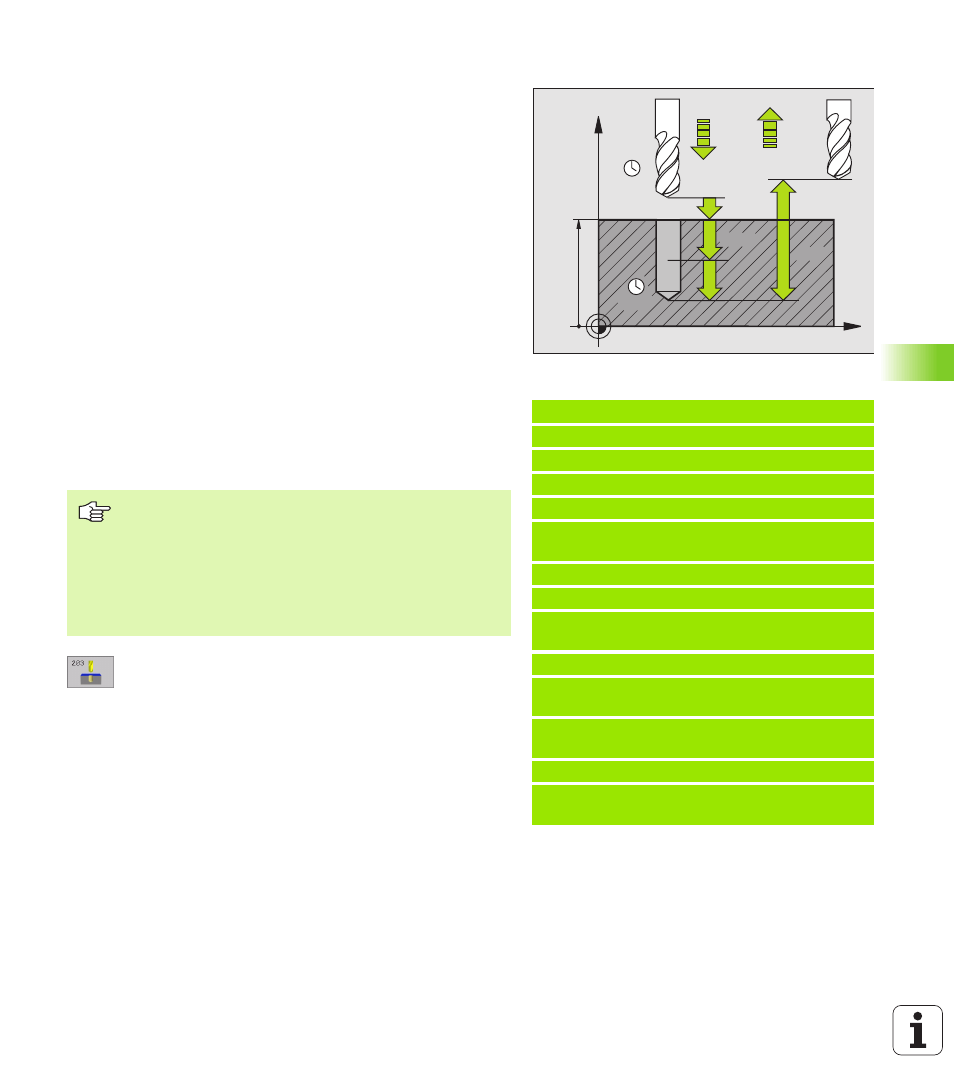
UNIWERSL. WIERC. (cykl G203)
1
T NC pozycjonuj e narz dzie w osi wrzeciona na biegu szybkim na
wprowadzon Bezpieczn wysokość nad powierzch ni
obrabianego przedmiotu
2
Narz dzie wierci z wprowadzonym F do pierwszej gł bokości
dosuwu
3
Jeże li wprowadzono łaman ie wióra, to TNC przemieszcza
n arz dzie z powrotem, o wprowadzon wartość ruchu
powrotnego. Je śli pracujemy bez łamania wióra, to T NC
przemieszcza n arz dzie z posuwem powrotu na Bezpieczn
wysokość, prze bywa tam –jeśli wprowadzono – i przemieszcza
si n ast pnie na biegu szybkim na Bezpieczn wysokość nad
pierwsz gł bokości dosuwu
4
Nast pnie n arz dzie wierci z posuwem o dalsz wartość
gł bokości dosuwu. Gł bokość dosuwu zmniejsza si z każdym
dosuwem o ilość zdejmowanego materiału – jeśli to
wprowadzono
5
T NC powtarza t operacj (2 4), aż zostanie osi gni ta
gł bokość wie rcenia
6
Na dnie wie rcenia narz dzie przebywa –jeśli wprowadzono – dla
wysuni cia z materiału i zostaje odsu ni te po tej przerwie
czasowej z posuwem ruchu powrotnego na Bezpieczn
wysokość. Jeśli wprowadzono 2 g Bezpieczn wysokość, TNC
przemieszcza n arz dzie na biegu szybkim na t wysokość
U
U
U
U
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wi erzchołek ostrza narz dzia – powie rzchnia
obrabianego przedmiotu
U
U
U
U
G ł bokość Q201 (przyrostowo): Odst p
powierzchni a obrabianego przedmiotu – dno
odwiertu (wierzchołek stożka wiercenia)
U
U
U
U
Posuw dosuwu wgł bnego Q206: Pr dkość
przemieszczen ia narz dzia przy wierceniu w mm/
min
U
U
U
U
G ł bokość dosuwu Q202 (przyrostowo): Wymiar,
o jaki narz dzie zostaje każdorazowo dosuni te.
Gł bokość nie musi być wielokrotności gł bokości
dosuwu. TNC dojeżdża je dnym ch odem roboczym
n a gł bokość jeżeli:
n
Gł bokość dosuwu i gł bokość s sobie równe
n
Gł bokość dosuwu jest wi ksza niż gł bokość
Przykład: NC bloki
N110 G203 WIER CENIE UNIW ERSAL NE
Q200=2
;ODST P B EZPIECZ.
Q201= 20
;Gł B OKOŚĆ
Q206=150
;POS UW WGł B NY
Q202=5
;Gł B OKOŚĆ DOSUWU
Q210= 0
;PR ZERWA CZAS. U
GÓ RY
Q203=+ 20
;WS Pł. POW IERZCHNI
Q204=50
;2. ODST P BEZPIECZ.
Q212= 0.2
;IL OSC SKR AWANEGO
M ATER IAłU
Q213= 3
;łAM ANI E WI ÓRA
Q205=3
;MI N. Gł BOK OŚĆ
DOSUWU
Q211=0.25
;PR ZERWA CZASOW A U
DOłU
Q208=500
;POS UW POW ROTU
Q256=0.2
;R Z PR ZY łAMANIU
W IÓRA
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwie rtu) płaszczyzny obróbki z korekcj
promien ia G40.
Znak l iczby parametru cyklu Gł bokość określa kieru nek
pracy (obróbki). Jeśli zaprogramu jemy gł bokość = 0, to
TNC nie wykonuj e tego cyklu.