HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 194
170
7 Programowanie: Funkcje dodatkowe
7.
4
F
u
n
kc
je d
o
d
at
k
o
w
e
d
la z
ac
h
o
w
an
ia s
iê n
ar
z
êd
z
i
n
a
to
rz
e
ks
z
ta³
to
w
ym
Pr dkość posuwowa przy łukach kołowych:
M109/M110/M111
Post powanie standardowe
TNC odnosi programowan pr dkość posuwow do toru pu nktu
środkowego narz dzia.
Post powanie przy łukach koła z M109
TNC utrzymuje stały posuw ostrza narz dzia przy obróbce wewn trz
i na zewn trz łuków koła.
Post powanie przy łukach koła z M110
TNC utrzymuje stały posuw przy łukach koła wył czni e podczas
obróbki wewn trznej. Podczas obróbki zewn trznej łuków koła nie
działa dopasowani e posuwu.
Działanie
M109 i M110 zadziałaj na pocz tku bloku.
M109 i M110 wycofu jemy przy pomocy M111.
Obliczanie wst pne konturu ze skorygowanym
promieniem (LOOK AHEAD): M120
Post powanie standardowe
Je śli promień n arz dzia je st wi kszy niż stopień konturu, który należy
najeżdżać ze skorygowanym promieniem, to TNC przerywa prze bieg
programu i wydaje komunikat o bł dach. M97(patrz „Obróbka
niewielkich stopni konturu: M97” na stronie 167) M97“ zapobiega
pojawieniu si komun ikatu o bł dach, prowadzi j ednakże do
oznakowania ostrza po wyjściu z materiału i przesuwa dodatkowo
naroże.
Przy podcinaniach TNC u szkadza ewentual nie kontur.
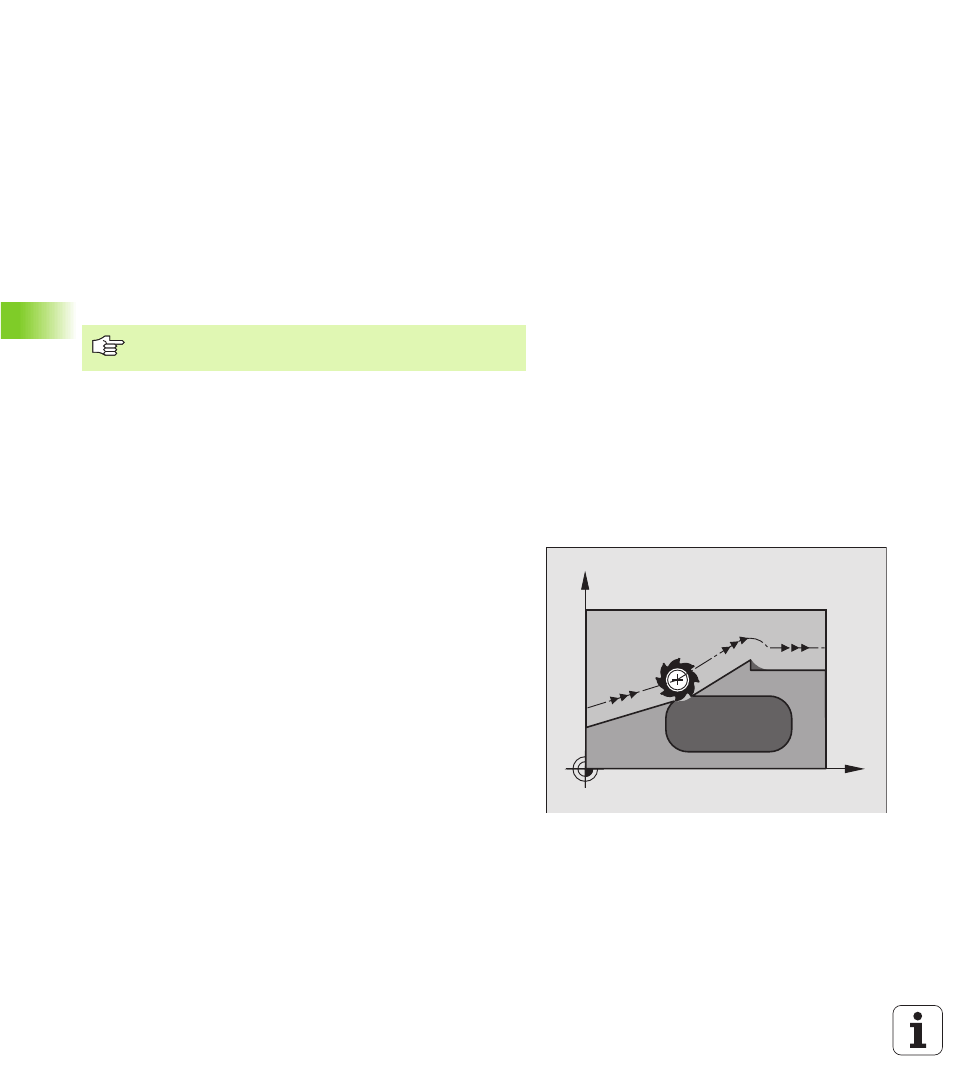
Post powanie z M120
TNC sprawdza kon tu r ze skorygowanym promieni em na zaistn ienie
podcinek i przeci ć oraz oblicza wst pnie tor narz dzia od
aktual nego bloku. Miejsca, w których narz dzie uszkodziłoby kon tu r,
pozostaj n ie obrobi one (n a rysunku po prawej stron ie
przedstawione w ciemnym tonie). Można M120 także używać, aby
dane digitalizacj i lub dane, które zostały wytworzone przez
zewn trzn y syste m programowania, uzupełn ić wartościami korekcji
promienia narz dzi a. W ten sposób odchyl enia od teoretycznego
promienia narz dzi a mog zostać skompensowane .
Liczba bloków (maksymalnie 99), które TNC oblicza wst pni e,
określa si przy pomocy LA (angl.Look Ahead: patrz do przodu) za
M120. Im wi ksza liczba bloków, któr ma obl iczyć wst pnie TNC,
tym wolniejsze b dzi e opracowywanie bloków.
M110 działa także przy obróbce wewn trznej łuków
kołowych przy pomocy cykli konturowych.
X
Y