Frezowanie konturu (cykl g58/ g59), 6 s l- cykl e g ru p a 1 – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 301
HEIDENHAIN iTNC 530
277
8.
6 S
L-
cykl
e g
ru
p
a
1
FREZOWANIE KONTURU (cykl G58/ G59)
Zastosowanie
Cykl G58/G59 FREZOWANIE KONTURU służy obróbce
wykańczaj cej kieszeni kon tu ru.
Kierunek obrotu przy frezowaniu konturu:
n
Zgodnie z ruche m wskazówek zegara: G58
n
Ruchem przeciwnym do ruchu wskazówek ze gara: G59
U
U
U
U
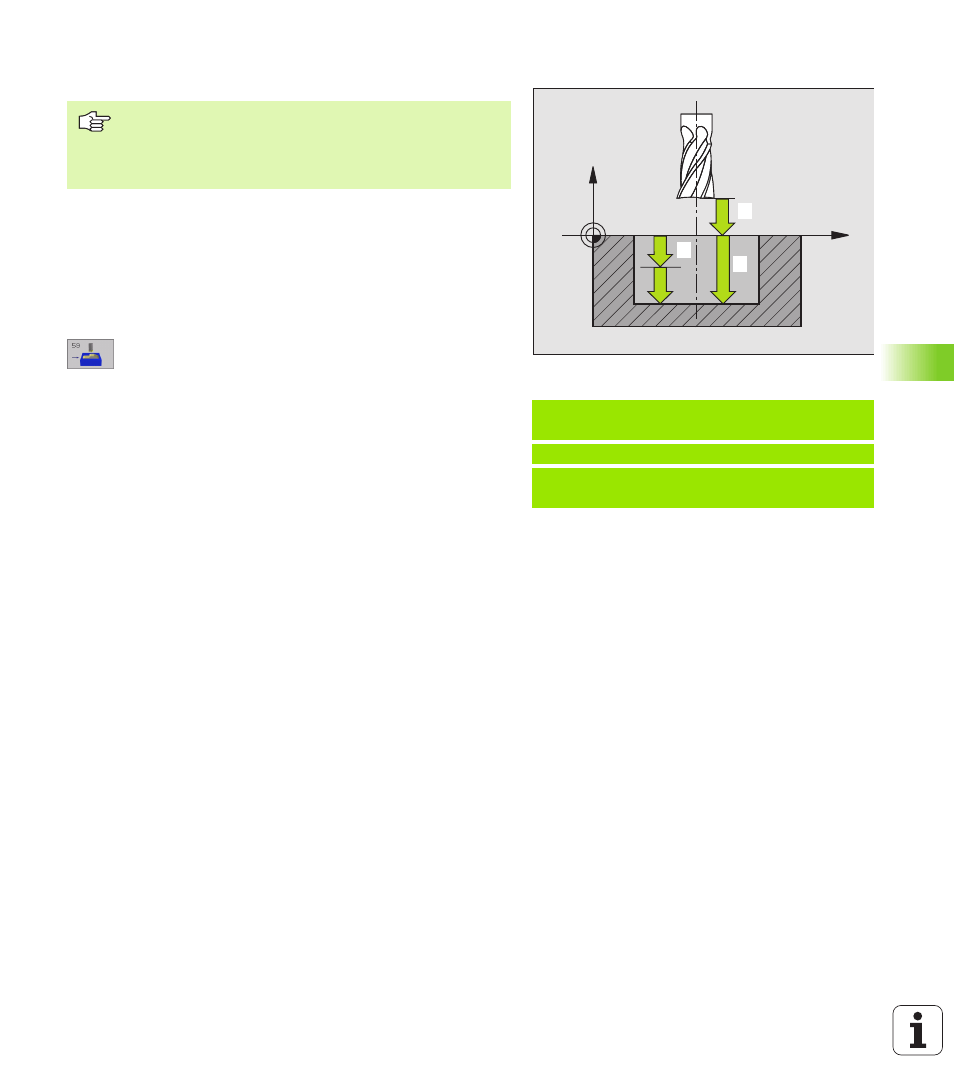
O dst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchni a obrabianego przedmiotu
U
U
U
U
G ł bokość frezowania
2
(przyrostowo): Odst p
powierzchni a obrabianego przedmiotu – dno
kieszeni
U
U
U
U
G ł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
n arz dzie zostaje każdorazowo dosuni te.
Gł bokość wiercenia n ie musi być wielokrotności
gł bokości dosuwu. TNC dojeżdża jedn ym chodem
roboczym na gł bokość jeżel i:
n
Gł bokość dosuwu i gł bokość s sobie równe
n
gł bokość dosuwu jest wi ksza n iż gł bokość
frezowania
U
U
U
U
Posuw wgł bny: Posuw pogł bie nia w mm/min
U
U
U
U
Posuw: Posuw fre zowan ia w mm/min
Przykład: NC bloki
N54 G 58 P01 2 P 02 15 P03 5 P 04 250
P 05 500 *
...
N71 G59 P01 2 P 02 15 P03 5 P04 250
P 05 500 *
X
Z
1
1
1
2
1
3
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu w
osi wrze ciona (bezpie czna wysokość nad powierzchni
obrabianego przedmiotu)