HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 186
162
7 Programowanie: Funkcje dodatkowe
7.
3
F
unk
c
je
d
oda
tk
ow
e
dl
a
p
oda
ni
a
da
n
y
ch o
w
s
pó³
rz
ê
dn
y
c
h
7.3 Funkcje dodatkowe dla
podania danych o
współrz dnych
Programowanie współrz dnych zwi zanych z
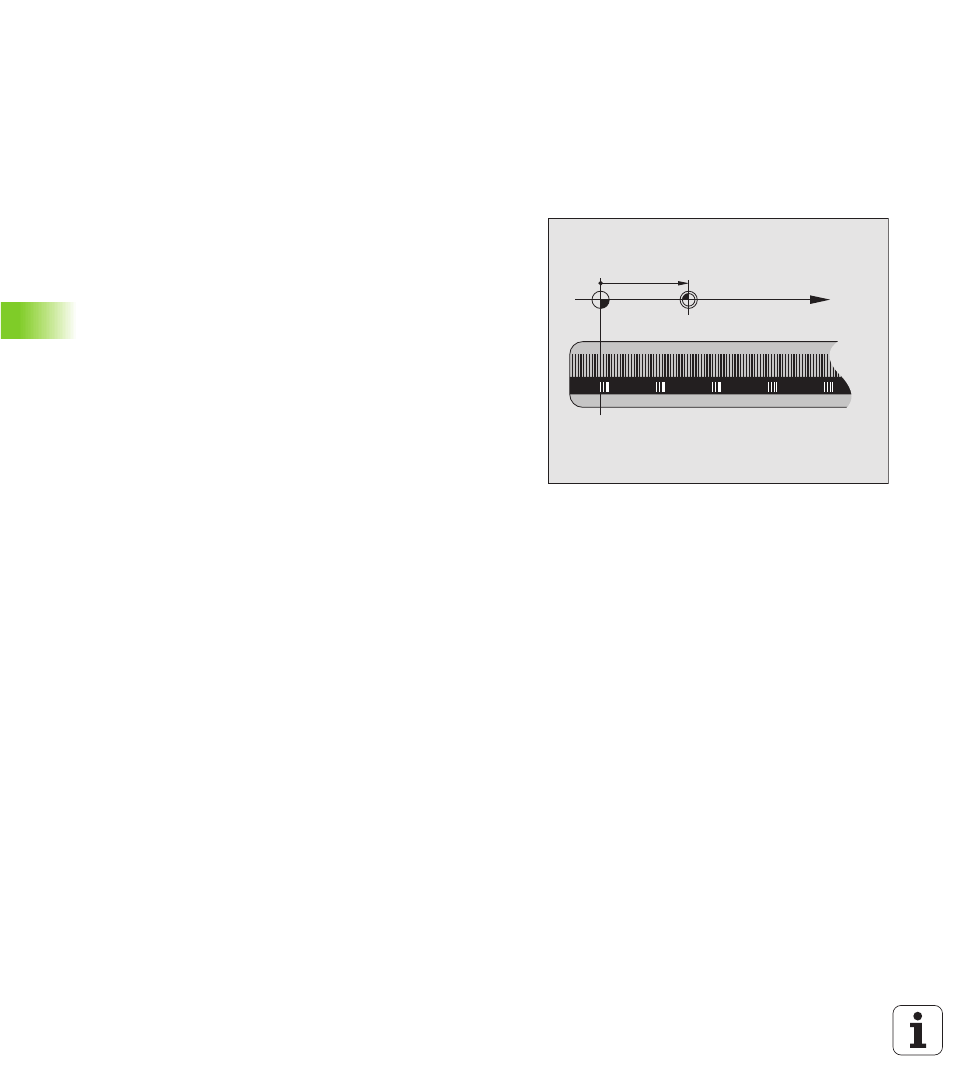
obrabiark : M91/M92
Punkt zerowy podziałki
Na podziałce określ a marka wzorcowa położen ie punktu ze rowego
podziałki.
Punkt zerowy maszyny
Punkt zerowy j est potrzebny, aby
n
wyzn aczyć ogranicze nie obszaru przemieszczania si narz dzi a
(wył cznik krańcowy programu)
n
naje chać stałe pozycje maszyn y (n p. pozycj zmiany narz dzia)
n
wyzn aczyć punkt odniesienia obrabianego przedmiotu
Produ cent maszyn wprowadza dla każde j osi odst p punktu
zerowego maszyny od punktu zerowe go podzi ałki wymiarowej do
parametru maszyny.
Post powanie standardowe
TNC odnosi współrz dne do punktu zerowego obrabi anego
przedmiotu patrz „Punkt odn iesien ia wyznaczyć (bez 3D sondy
impulsowej)”, stronie 22.
Zachowanie z M91 – punkt zerow y narz dzia
Je śli współrz dne w zapisach pozycjonowan ia powinny odnosić si
do pun ktu zerowego maszyny, to prosz wprowadzi ć w tych zapisach
M91.
TNC pokazuje wartości współrz dnych w odniesieniu do punktu
zerowego maszyny. W wyświetlaczu stanu prosz przeł czyć
wyświetlacz współrz dn ych na R EF, patrz „Wyświetlacze stanu ”,
stronie 9.
X (Z,Y)
X
MP