F rezowanie rowków (cykl g74) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 280
256
8 Programowanie: Cykle
8.
4 C
ykl
e d
la
fr
ez
o
w
an
ia ki
es
z
en
i,
c
z
o
p
ó
w
i
r
o
w
kó
w
w
p
u
s
to
w
y
c
h
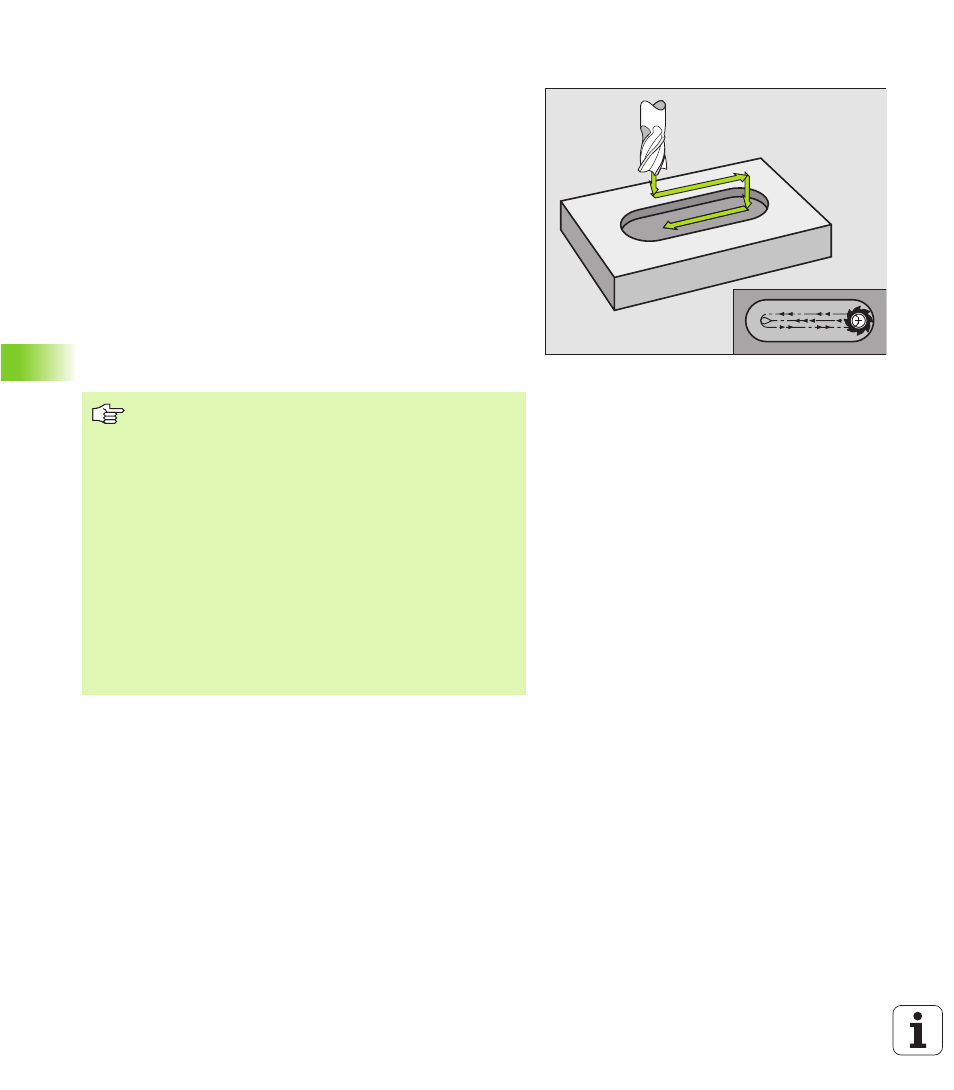
FREZOWANIE ROWKÓW (cykl G74)
Obróbka zgrubna
1 TNC przemieszcza narz dzie o naddatek na obróbk
wykańczaj c (połowa różnicy pomi dzy szerokości rowka i
średni c narz dzia) do wewn trz. St d wcina si n arz dzie w
przedmiot i frezuje rowek w kierun ku podłużnym
2
Na końcu rowka nast puje dosuw wgł bn y i narz dzie frezuje w
kierunku przeciwnym. Ta operacja powtarza si , aż zostanie
osi gni ta gł bokość frezowania
Obróbka wykańczaj ca
3
Na dnie frezowania TNC przemieszcza narz dzie po torze
kołowym stycznie do konturu zewn trznego; po tym kontur
zostaje obrobiony na gotowo ruchem współbieżnym (przy M3)
4
Na koniec narz dzie przemieszcza si na biegu szybkim z
powrotem na Bezpieczn wysokość. W przypadku n ieparzystej
liczby dosu wów narz dzie prze mie szcza si n a bezpieczn
wysokość na pozycj startu
Prosz uwzgl dnić przed programow aniem
Używać freza z tn cym przez środe k z bem czołowym
(DIN 844) lub dokonać wiercen ia wst pnego w punkcie
startu.
Pozycjonowanie wst pne do środka rowka i o promień
narz dzi a prze suni ty do rowka z korekcj promienia
G40.
Wybrać średn ic freza ni e wi ksz niż szerokość rowka i
nie mnie jsz n iż połowa szerokości rowka.
Zaprogramować blok pozycjon owania w punkcie startu w
osi wrzeciona (bezpieczna wysokość nad powie rzchni
obrabian ego przedmiotu)
Znak liczby parametru cyklu Gł bokość określa kie runek
pracy (obróbki). Jeśl i zaprogramujemy gł bokość = 0, to
TNC ni e wykonuje tego cyklu.