HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 187
HEIDENHAIN iTNC 530
163
7.
3
F
unk
c
je
d
oda
tk
ow
e
dl
a
p
oda
ni
a
da
n
y
ch o
w
s
pó³
rz
ê
dn
y
c
h
Post powanie z M92 – punkt odniesienia maszyny
Jeśli współrz dne w zapisach pozycjonowania powinn y odnosić si
do pu nktu odniesienia maszyn y, to prosz wprowadzić w tych
zapisach M92.
Działanie
M91 i M92 działaj tyl ko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałaj na pocz tku zapisu.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrz dne maj odnosić si zawsze do punktu zerowe go
maszyny, to możn a zaryglować wyznaczanie punktu odniesienia dla
jednej lu b kilku osi; (patrz „Ogólne parametry użytkownika” na
stronie 438).
Jeśli wyznaczanie punktu odniesienia jest zablokowane dla
wszystkich osi, to TNC nie wyświetla wi cej Softkey WYZNACZANIE
PUNKTU ODNIESIENIA w rodzaju pracy Obsługa r czna.
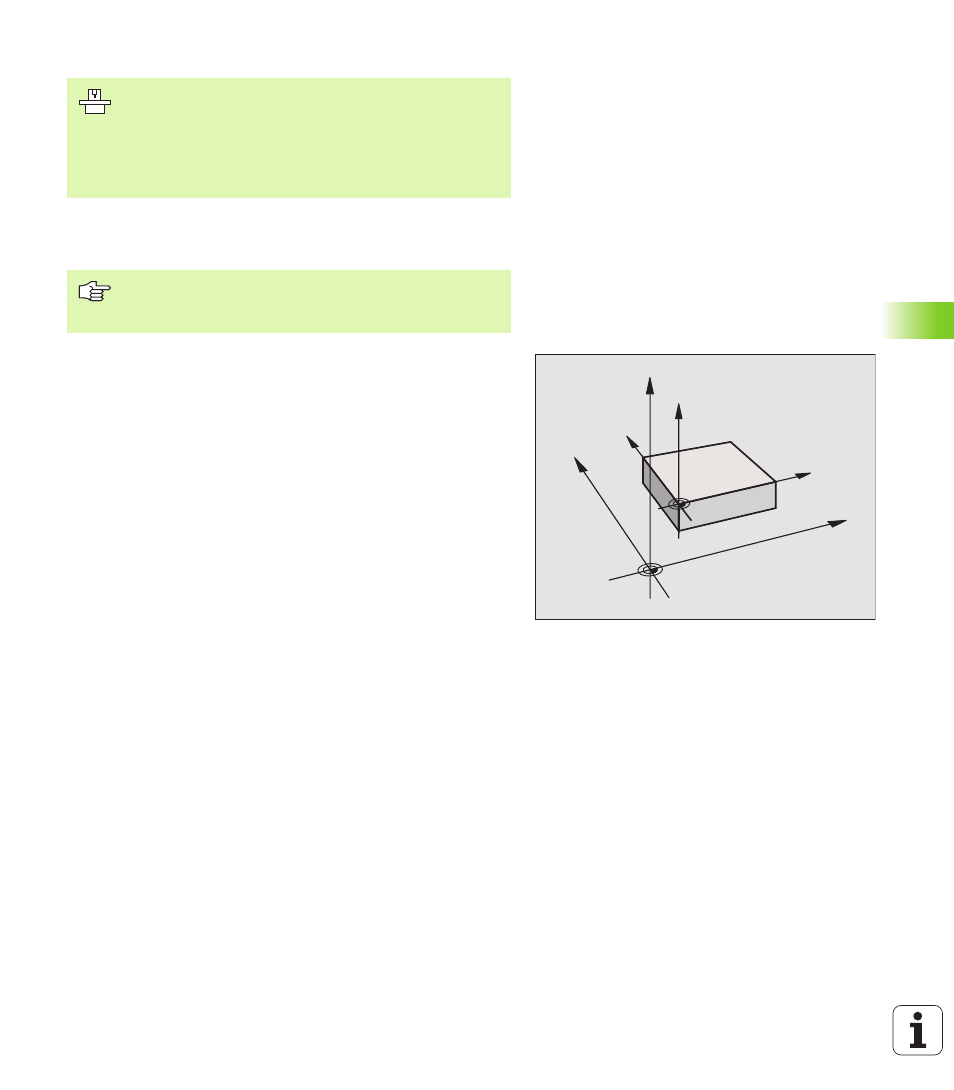
Rysu nek po prawe j stronie pokazuje systemy współrz dnych z
punktem zerowym maszyn y i punkte m zerowym obrabianego
przedmiotu.
M91/M92 w rodzaju pracy Test p rogramu
Aby móc symulować graficznie M91/M92 przemieszczen ia, n ależy
aktywować n adzór przestrzeni roboczej i wyświetlić półwyrób w
odniesieniu do wyznaczonego pun ktu odniesienia, patrz
„Przedstawić cz ść nieobrobion w przestrzeni roboczej”, stron ie
425.
Oprócz punktu zerowego maszyny może jej producen t
wyznaczyć je szcze jedn stał pozycj maszyny (punkt
odniesienia maszyny).
Producen t maszyny wyzn acza dla każdej osi odst p
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podr cznik obsługi maszyny).
Przy pomocy M91 lub M92 T NC przeprowadza
prawidłowo korekcj promienia. Dłu gość narz dzia
jednakże nie zostaje uwzgl dniona.
Z
X
Y
Z
Y
X
M