HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 340
316
8 Programowanie: Cykle
8.
9 C
ykl
e
d
la
fr
e
z
o
w
an
ia
m
et
o
d
¹
w
ier
s
z
o
w
an
ia
U
U
U
U
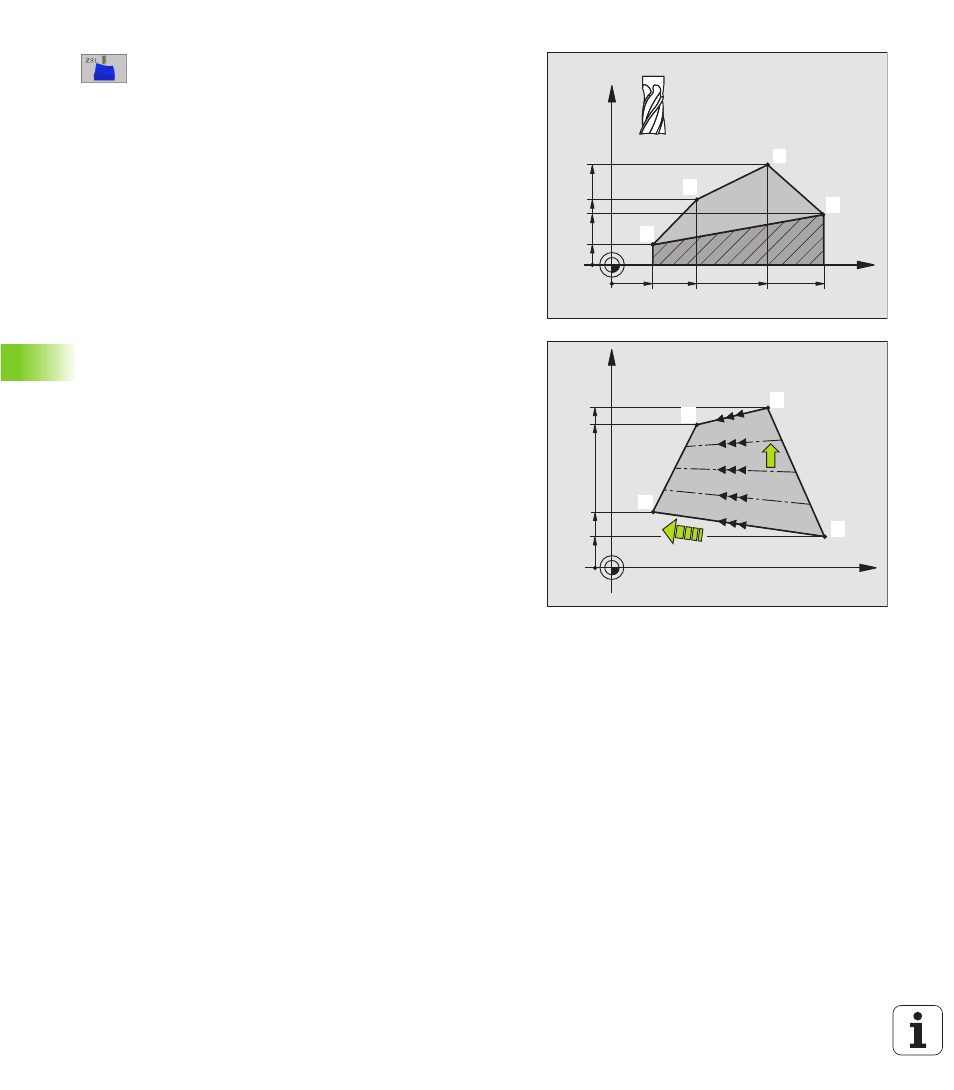
Punkt startu 1 szej osi Q225 (absolutnie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi główn ej płaszczyzn y obróbki
U
U
U
U
Punkt startu 2 szej osi Q226 (absolutnie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi pomocni czej płaszczyzn y obróbki
U
U
U
U
Punkt startu 3 szej osi Q227 (absolutnie):
Współrz dna punktu startu obrabianej powie rzchni
w osi wrze ciona
U
U
U
U
2. Punkt startu 1 szej osi Q228 (absolu tn ie):
Współrz dna punktu startu frezowanej wierszowo
powierzchni w osi główn ej płaszczyzn y obróbki
U
U
U
U
2. Punkt startu 2 szej osi Q229 (absolutn ie):
Współrz dna punktu końcowe go frezowanej
wie rszowo powierzchni w osi pomocnicze j
płaszczyzny obróbki
U
U
U
U
2. Punkt startu 3 szej osi Q230 (absolutn ie):
Współrz dna punktu końcowe go obrabianej
powierzchni w osi wrzeciona
U
U
U
U
3. Punkt startu 1 szej osi Q231 (absolu tn ie):
Współrz dna punktu
3
w osi głównej płaszczyzny
obróbki
U
U
U
U
3. Punkt startu 2 szej osi Q232 (absolutn ie):
Współrz dna punktu
3
w osi pomocniczej
płaszczyzny obróbki
U
U
U
U
3. Punkt startu 3 szej osi Q233 (absolutn ie):
Współrz dna punktu
3
w osi wrzecion a
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
1
3
1
4
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
1
4