Patrz „t olerancja (cykl g62)” na stronie 339), T olerancja (cykl g62) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 363
HEIDENHAIN iTNC 530
339
8
.1
1 C
ykl
e s
p
e
c
jal
n
e
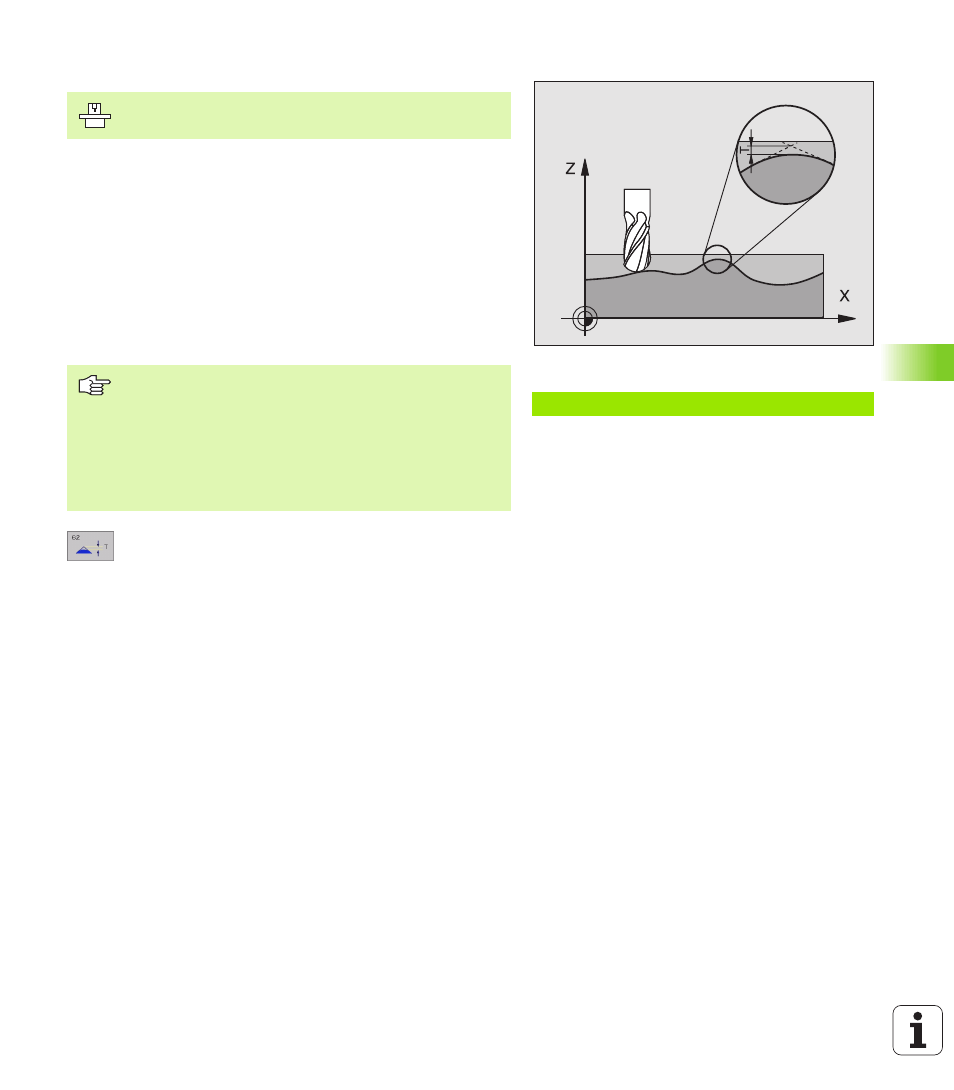
TOLERANCJA (cykl G62)
TNC wygładza automatycznie kontur pomi dzy dowolnymi
(nieskorygowanymi lub skorygowanymi ) elementami konturu.
Dlatego te ż narz dzie przemieszcza si nie prze rwanie na
powie rzchni obrabianego przedmiotu. Jeśli to konieczne, TNC
redukuje zaprogramowany posuw automatycznie, tak że program
zostaje zawsze wykonywany bez „zgrzytów“ i z najwi ksz możliw
pr dkości . Jakość powierzchni zostaje podwyższana i
zaoszcz dzan a zostaj e mechanika maszyny.
Poprzez wygładzanie powstaje odchyl enie od konturu. Wie lkość
odchyl enia od konturu (wartość tolerancji) określ ona jest w
parametrze maszynowym przez produ centa maszyn. Przy pomocy
cyklu G62 można zmieni ć nastawion z góry wartość tol erancji i
wybrać różne nastawienia filtra.
U
U
U
U
Tolerancja odchylenia toru: Dopu szczal ne
odchylenie od konturu w mm ( przy Inch
programach w calach)
U
U
U
U
obróbka na gotowo= 0, obróbka zgrubna=1:
Aktywować filtr:
n
Wartość wprowadze nia 0:
Frezowanie z duż dokładności konturu.
TNC używa zdefiniowane prze z producen ta
maszyn nastawien ia filtra obróbki wykańczaj cej.
n
Wartość wprowadze nia 1:
Frezowanie z wi ksz pr dkości posuwu.
TNC używa zdefiniowane prze z producen ta
maszyn nastawien ia filtra obróbki zgrubnej.
U
U
U
U
Tolerancja dla osi obrotu: Dopuszczalne
odchylenia od osi obrotu w ° przy aktywnym M128.
T NC reduku je posuw torowy zawsze tak, aby przy
wieloosiowych przemieszczeniach najdłuższa oś
przemieszczała si z maksymalnym posu wem. Z
reguły osi e obrotu s znacznie woln iejsze od osi
l iniowych. Poprzez wprowadzenie wi kszej tolerancji
(np. 10°), możn a czas obróbki przy wieloosiowych
programach obróbki znacznie skrócić, ponieważ
T NC nie musi przemieszczać osi obrotu zawsze na
zadan pozycj . Kontur n ie zostaj e u szkodzony przy
wprowadzeniu tolerancji. Zmie nia si tylko
położeni e osi obrotu w odnie sieni u do powierzchn i
obrabianego przedmiotu
Przykład: NC bloki
N78 G 62 T0,05 P 01 0 P 02 5*
Maszyna i TNC musz być przygotowane przez
producenta maszyn.
Prosz uwzgl dnić przed programowaniem
Cykl G62 jest DEF aktywny, to znaczy od jego definicji
działa on w programie .
Wycofujemy cykl G62 , poprze z pon owne zdefini owanie
cyklu G62 i potwierdzenie pytania dialogowe go po
wartość tolerancji z NO ENT. Ustalona wst pnie
tolerancja b dzie poprzez wycofanie zn owu aktywna.