2 podprogramy, Sposób pracy, W skazówki dotycz ce programowania – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 367: Programowanie podprogramu, W ywołani e podprogramu, 2 p o d pr o g ra m y 9.2 podprogramy, Wskazówki dotycz ce programowania, Wywołanie podprogramu
HEIDENHAIN iTNC 530
343
9.
2
P
o
d
pr
o
g
ra
m
y
9.2 Podprogramy
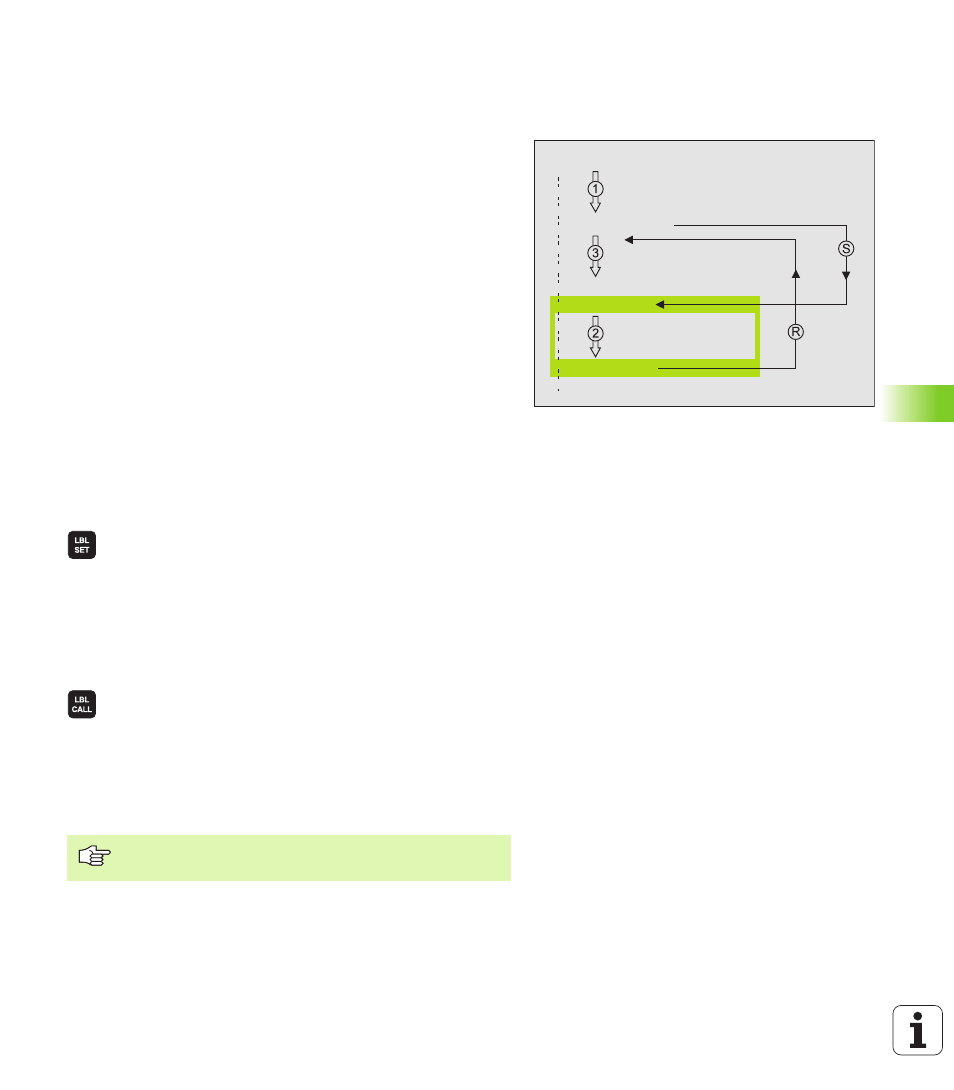
Sposób pracy
1
T NC wykonuje program obróbki do wywołan ia podprogramu
LN,0. n jest dowolnym numerem labela
2
Od te go miejsca TNC odpracowuje wywołany podprogram aż do
koń ca podprogramu G98 L0 ab
3
Dalej TNC kontynuje program obróbki od tego bloku, który
n ast puje po wywołaniu podprogramu LN,0
Wskazówki dotycz ce programowania
n
Program główn y może zawie rać do 254 podprogramów
n
Podprogramy mog być wywoływane w dowolne j kolejności i
dowolnie cz sto
n
Podprogram nie może sam si wywołać
n
Prosz programować podprogramy n a końcu programu główne go
(za blokiem z M2 l ub M30)
n
Je śli podprogramy w programie obróbki zn ajduj si przed
wiersze m z M02 lu b M30, to zostaj one bez wywołan ia
przynajmniej jeden raz odpracowane
Programowanie podprogramu
U
U
U
U
Ozn aczenie pocz tku: Klawisz LBL SET n acisn ć
U
U
U
U
W prowadzi ć numer podprogramu, potwierdzić
klawisze m END
U
U
U
U
Ozn aczyć konie c: Nacisn ć LBL SET klawisz i
wprowadzić Label Nummer „0“
Wywołanie podprogramu
U
U
U
U
W ywołani e podprogramu: Klawisz LBL CALL
n acisn ć
U
U
U
U
Numer Label: Wprowadzić numer labela
wywoływanego podprogramu, kl awiszem ENT
potwie rdzić
U
U
U
U
Powtórzenie REP: „,0“ wprowadzić, kl awiszem ENT
potwie rdzić
% ...
L1,0
G00 Z+100 M2
G98 L1 *
G98 L0 *
N99999 % ...
L0,0 jest niedozwolony, ponieważ odpowiada wywołani u
koń ca podprogramu.