6 s l- cykl e g ru p a 1 – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 300
276
8 Programowanie: Cykle
8.
6 S
L-
cykl
e g
ru
p
a
1
U
U
U
U
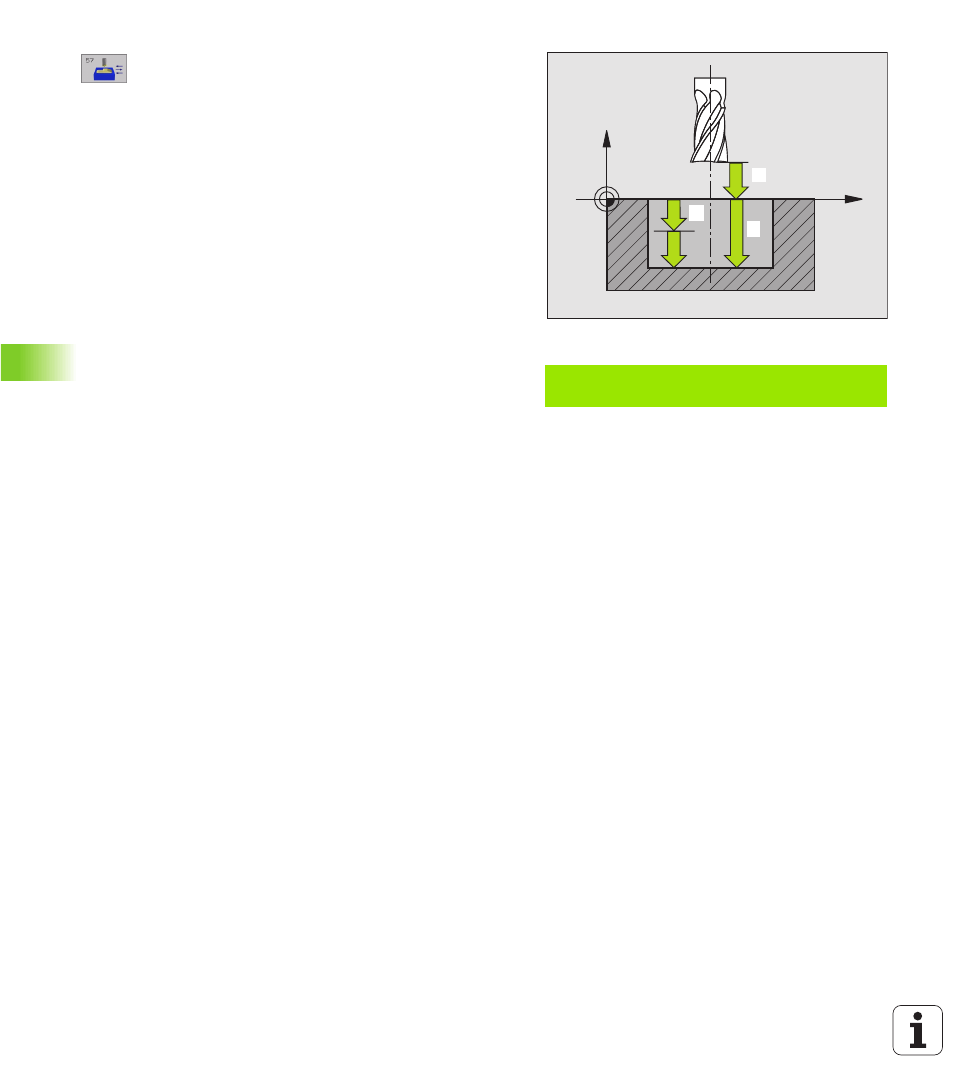
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wie rzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabi an ego prze dmiotu
U
U
U
U
Gł bokość frezowania
2
(przyrostowo): Odst p
powierzchnia obrabi an ego prze dmiotu – dno
kieszeni
U
U
U
U
Gł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te.
Gł bokość wiercenia nie musi być wie lokrotności
gł bokości dosuwu. TNC dojeżdża jednym chodem
roboczym na gł bokość j eżeli:
n
Gł bokość dosu wu i gł bokość s sobie równe
n
gł bokość dosuwu jest wi ksza niż gł bokość
frezowania
U
U
U
U
Posuw wgł bny: Posuw pogł bienia w mm/min
U
U
U
U
Naddatek na obróbk wykańczaj c :: Naddatek
na płaszczyźnie obróbki
U
U
U
U
K t usuwania materiału: Kierunek ruch u usu wania
materiału. K t usuwania materiału odnosi si do osi
głównej płaszczyzny obróbki. Tak wprowadzić k t,
aby powstały możliwie długie przejścia
U
U
U
U
Posuw: Posuw frezowania w mm/min
Przykład: NC bloki
N54 G57 P 01 2 P02 15 P 03 5 P04 250
P05 + 0,5 P06 +30 P07 500 *
X
Z
11
1
2
1
3