3 korekcja n arz dzia, Wst p, Korekcja dłu gości narz dzia – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 140
116
5 Programowanie: narzêdzia
5.
3 K
o
rekc
ja
n
ar
z
êd
z
ia
5.3 Korekcja narz dzia
Wst p
TNC koryguje tor narz dzia o wartość korekcji dla dłu gości narz dzia
w osi wrzeciona i o promień narz dzia na płaszczyźnie obróbki.
Je śli program obróbki zostaje zestawiony bezpośrednio na TNC, to
korekcja promienia narz dzia działa tylko na płaszczyźni e obróbki.
TNC uwzgl dnia przy tym do pi ciu osi wł cznie, raze m z osiami
obrotu.
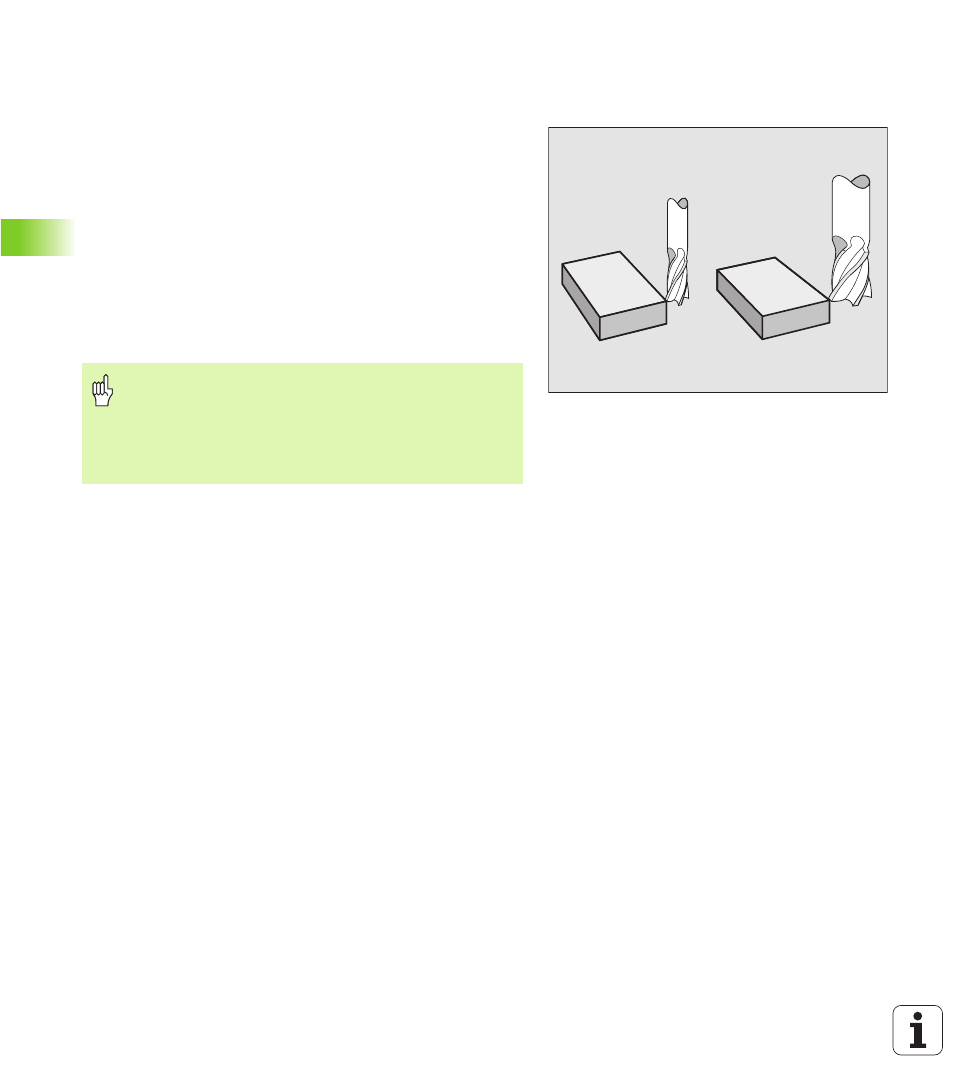
Korekcja długości narz dzia
Korekcja narz dzia dla dłu gości działa bezpośrednio po wywołan iu
narz dzia i j ego przesuni ciu w osi wrzeciona. Zostaje ona
anulowana po wywołaniu narz dzia o dłu gości L=0.
Przy korekcji długości zostaj uwzgl dnione wartości de lta zarówno
z T bloku jak i z tabeli narz dzi.
Wartość korekcji= L + DL
T
+ DL
TA B
z
Je śli korekcja długości o wartości dodatniej zostanie
anulowana przy pomocy T0, to zmnie jszy si odst p
narz dzia od obrabian ego przedmiotu.
Po wywołaniu narz dzia zmien ia si zaprogramowane
przemieszczenie narz dzia w osi wrzeciona o różnic
długości pomi dzy starym i n owym narz dziem.
L:
Długość narz dzia L z G99 wie rsza lub tabeli
narz dzi
DL
TL
:
N
addatek DL dla długości T bloku (ni e
uwzgl dniony przez wyświetlacz położeni a)
DL
TA B
:
N
addatek DL dla długości z tabeli narz dzi