HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 180
156
6 Programowanie: Programowanie konturów
6
.5
R
uc
h
y
po t
or
z
e
k
s
z
ta
³t
ow
y
m
–
w
s
pó³
rz
ê
dne
bi
e
guno
w
e
Je śli musi być wykonanych wi ce j niż 16 zwojów:
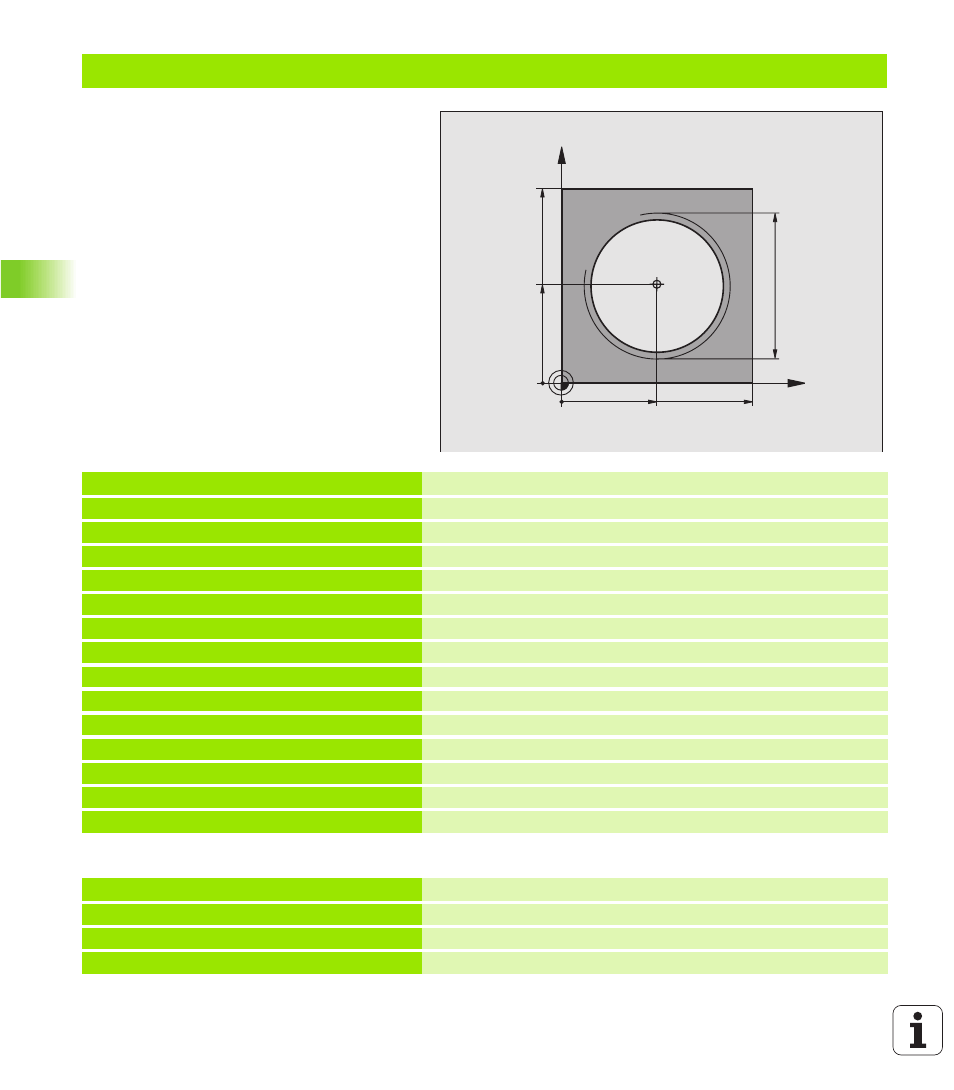
Przykład: Helix
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definicja cz ści nieobrobion ej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L +0 R +5 *
Definicja narz dzia
N40 T1 G17 S1400 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N60 X+50 Y+ 50 *
Pozycjonować wst pnie narz dzie
N70 G29 *
Ostatn io programowan pozycj przej ć jako biegun
N80 G01 Z 12,75 F 1000 M3 *
Przemieścić narz dzie na gł bokość obróbki
N90 G11 G41 R+32 H+180 F 250 *
Najazd pierwszego punktu konturu
N100 G26 R 2 *
styczn ym
N110 G13 G91 H+3240 Z+13,5 F 200 *
Przemieszczenie wzdłuż Helix (linii śrubowej )
N120 G27 R 2 F500 *
T angencjaln y odjazd
N170 G01 G40 G90 X+50 Y+ 50 F1000 *
Przemieścić narz dzie poza materiałem, koniec programu
N180 G00 Z+250 M 2 *
X
Y
50
50
I,J
100
100
M64 x 1,5
...
N80 G01 Z 12,75 F 1000 M3 *
N90 G11 G41 H+180 R+32 F 250 *
N100 G26 R 2 *
T angencjaln y najazd