Kieszen obrabiać na gotowo (cykl g212) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 270
246
8 Programowanie: Cykle
8.
4 C
ykl
e d
la
fr
ez
o
w
an
ia ki
es
z
en
i,
c
z
o
p
ó
w
i
r
o
w
kó
w
w
p
u
s
to
w
y
c
h
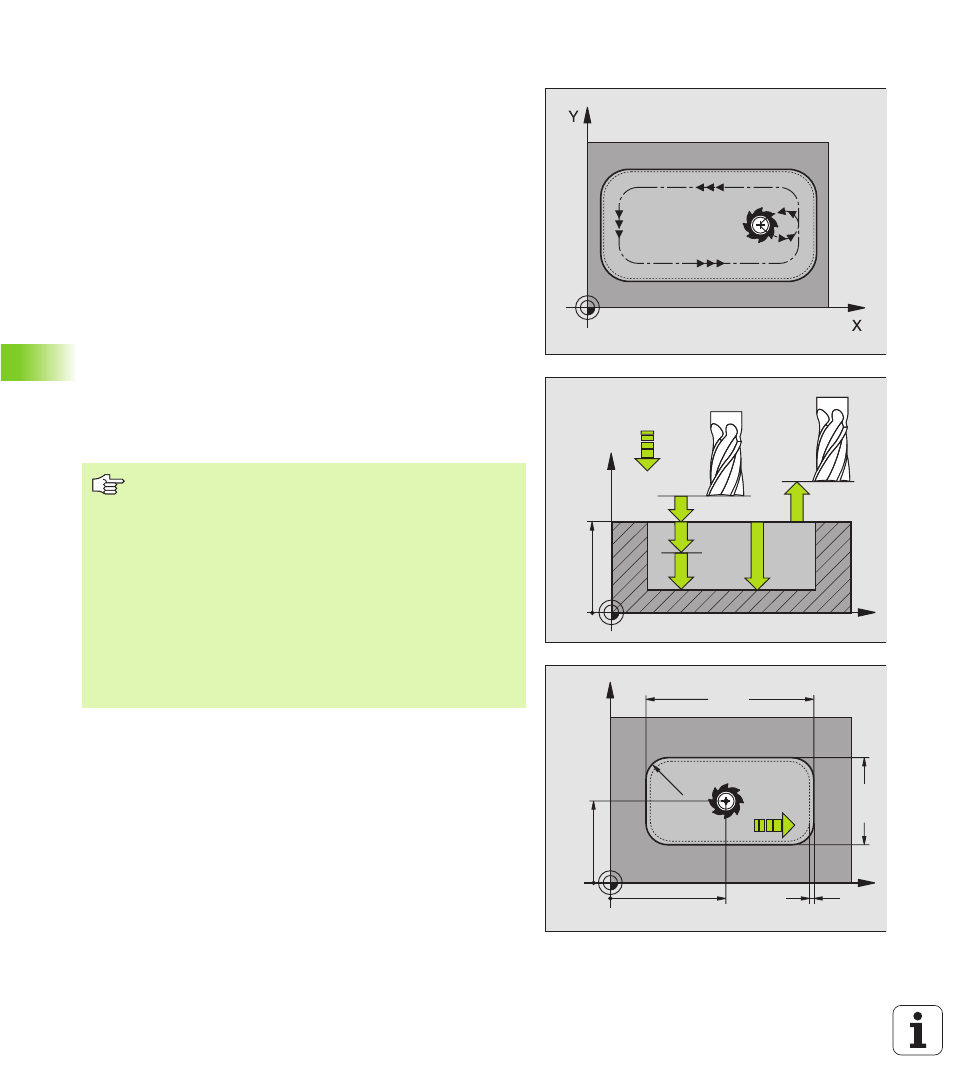
KIESZEN OBRABIAĆ NA GOTOWO (cykl G212)
1 TNC przemieszcza narz dzie automatycznie w osi wrze ci ona na
Bezpieczn wysokość, l ub –jeśli wprowadzono – na 2 g
Bezpieczn wysokość i nast pnie do środka kieszeni
2
Ze środka ki esze ni narz dzie prze mie szcza si n a płaszczyźnie
obróbki do punktu startu obróbki. TNC uwzgl dnia dla obliczenia
pun ktu startu naddatek i promień narz dzia. W danym przypadku
TNC wcina narz dzie w środek kie szen i
3
Jeśli narz dzie zn ajduje si n a 2 giej Bezpiecznej wysokości, to
TNC przemieszcza si na biegu szybkim na Bezpieczn
wysokość i z tamt d z posuwem dosuwu wgł bn ego na pierwsz
gł bokość dosuwu
4
Nast pnie narz dzie przemieszcza si stycznie do konturu cz ści
gotowej i frezuje ruchem współbieżnym po obwodzie
5
Po tym narz dzie odjeżdża stycznie od konturu do punktu startu
na płaszczyźnie obróbki
6
Ta operacja powtarza si (3 5), aż zostanie osi gni ta
zaprogramowana gł bokość
7
Przy końcu cyklu TNC przemieszcza narz dzie na biegu szybkim
na Bezpieczn wysokość lub –jeśli wprowadzono – na 2 g
Bezpieczn wysokość i nast pnie na środek kieszeni (pozycja
końcowa = pozycja startu)
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q
220
Prosz uwzgl dnić przed programow aniem
TNC pozycjonuje narz dzie w osi narz dzi i na
płaszczyźnie automatycznie.
Znak liczby parametru cyklu Gł bokość określa kie runek
pracy (obróbki). Jeśl i zaprogramujemy gł bokość = 0, to
TNC ni e wykonuje tego cyklu.
Jeśli chcemy obrabi ać kieszeń n a gotowo od razu, to
prosz używać freza z tn cym prze z środek z bem
czołowym (DIN 844) i wprowadzić niewielki posuw
dosuwu wgł bnego.
Minimalna wielkość kie szen i: trzykrotny promień
narz dzi a