Zaokr glan ie naroży g25, Promień narożn ika r – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 165
HEIDENHAIN TNC iTNC 530
141
6
.4
R
uc
h
y
po
t
o
rz
e
–
w
s
pó
³r
z
ê
dn
e
pr
os
tok
¹t
ne
Zaokr glanie naroży G25
Fu nkcja G25 zaokr gl a narożn iki kon turu.
Narz dzie prze mie szcza si po torze kołowym, który przylega
stycznie do poprzedn iego jak i do nast pn ego e lementu konturu .
Okr g zaokr glenia musi być wykonywalny przy pomocy
wywołanego narz dzia.
Programowanie
U
U
U
U
Promień zaokr glenia: Promień łuku kołowego
Jeśli konieczne:
U
U
U
U
Posuw F (działa tylko w G25 wie rszu)
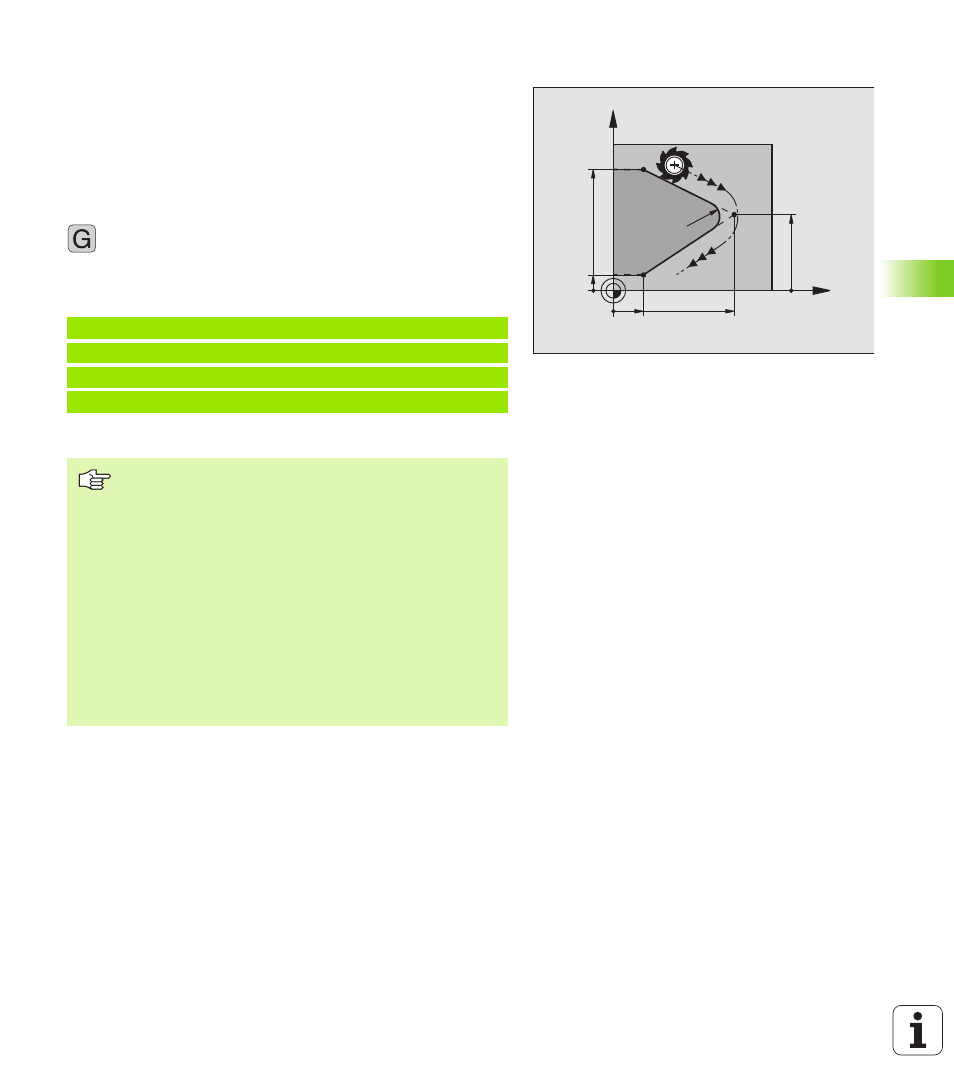
NC bloki przykładowe
N50 G01 G41 X+ 10 Y+40 F 300 M3 *
N60 X +40 Y+25 *
N70 G25 R5 F 100 *
N80 X +10 Y+5 *
Poprzedni i nast pny element konturu powinie n
zawierać obydwie współrz dne płaszczyzny, n a której
zostaje wykonywan e zaokr glanie narożników. Jeśli
obrabiany je st kontur bez korekcj i promi enia narz dzia,
to n ależy zaprogramować obydwie współrz dne
płaszczyzny obróbki.
Narz dzie nie jest dosuwane do punktu n arożn ego danej
kraw dzi.
Zaprogramowany w G25 bloku posuw działa tylko w tym
G25 bloku. Potem obowi zu je posuw zaprogramowany
przed G25 blokiem.
Wiersz G25 można wykorzystywać do mi kkiego
najazdu na kontur, patrz „T an gencjaln y dosuw i odjazd”,
stronie 136.
X
Y
40
40
R5
5
10
25
25