Przegl d sl cykle, 7 s l- cykl e g ru p a ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 303
Advertising
HEIDENHAIN iTNC 530
279
8.
7 S
L-
cykl
e g
ru
p
a
II
n
TNC obrabia kontur przelotowo ruchem współbieżnym lub
ruchem przeciwbieżnym
Dane wymiarów obróbki,jak gł bokość frezowania, naddatki i
bezpie czn wysokość prosz wprowadzić centralnie w cyklu G120
jako DANE KONTURU.
Przegl d SL cykle
Rozszerzone cykle:
Przy pomocy MP7420 określa si , gdzie T NC
pozycjonuje narz dzie przy końcu cykli G121 do G124.
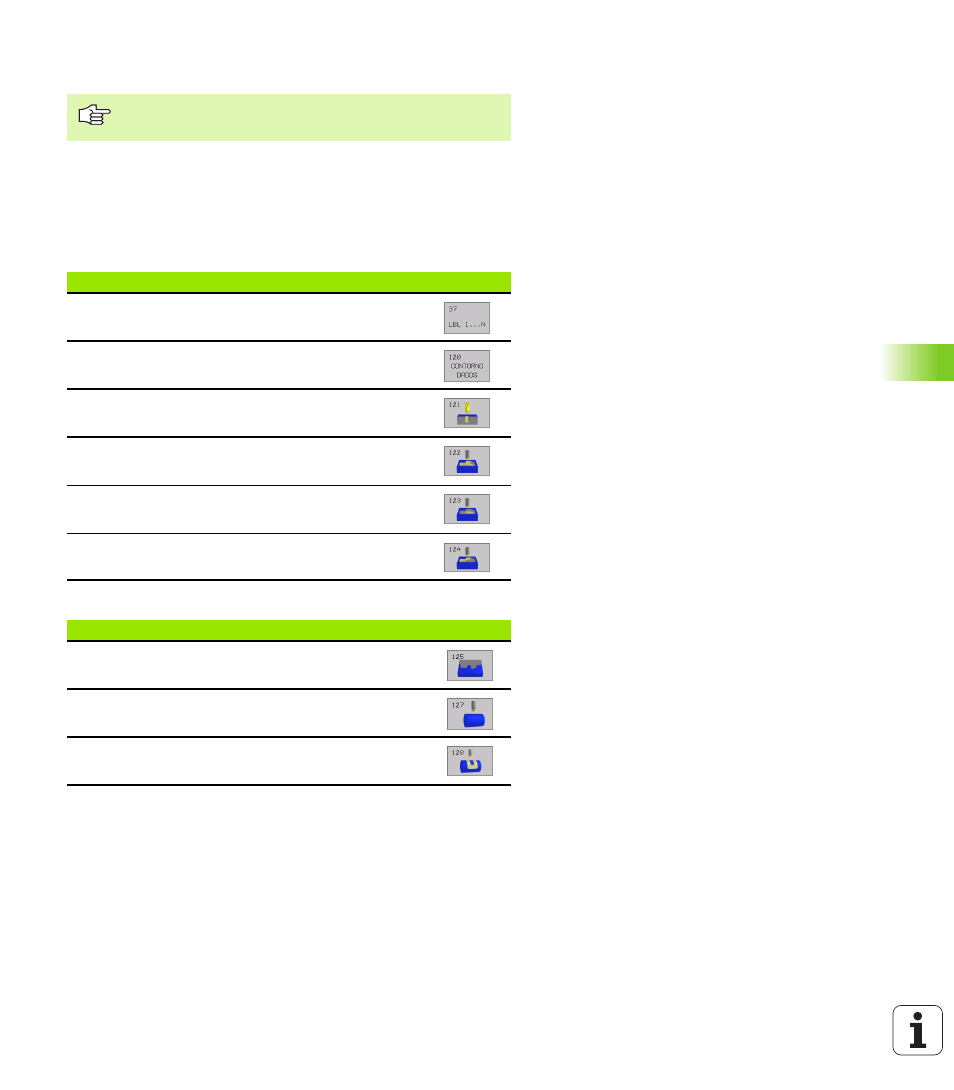
Cykl
Softkey
G37 KONTUR (koniecznie wymagane)
G120 DANE KONT URU (koniecznie wymagane)
G121 WIERCENIE WST PNE (użycie pozostawion e
do wyboru)
G122 ROZWIERCANIE (koniecznie wymagane)
G123 WYKAŃCZANIE DNA (u życie do wyboru)
G124 WYKAŃCZANIE POWIERZCHN I BOCZNYCH
(użycie do wyboru)
Cykl
Softkey
Advertising