Wiercenie wst epne (cykl g121), 7 s l- cykl e g ru p a ii, Wiercenie wstepne (cykl g121) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 308
284
8 Programowanie: Cykle
8.
7 S
L-
cykl
e g
ru
p
a
II
U
U
U
U
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = 1 Q9: Kieru nek obróbki dla kie szen i
n
w kierunku zgodnym z ruchem wskazówek zegara
(Q9 = 1 ru ch przeciwbieżny dla kiesze ni i wysepki)
n
w kierun ku przeciwnym do ruchu wskazówek
zegara (Q9 = +1 ru ch współbi eżny dla kieszeni i
wysepki)
Można sprawdzać parametry obróbki przy zatrzymaniu programu i w
razie potrzeby je przepisywać innymi.
WIERCENIE WSTEPNE (cykl G121)
Przebieg cyklu
Jak cykl G 83 Wie rcenie gł bokie, patrz „Cykle dla wiercenia,
gwintowan ia i frezowania gwintów”, stronie 196.
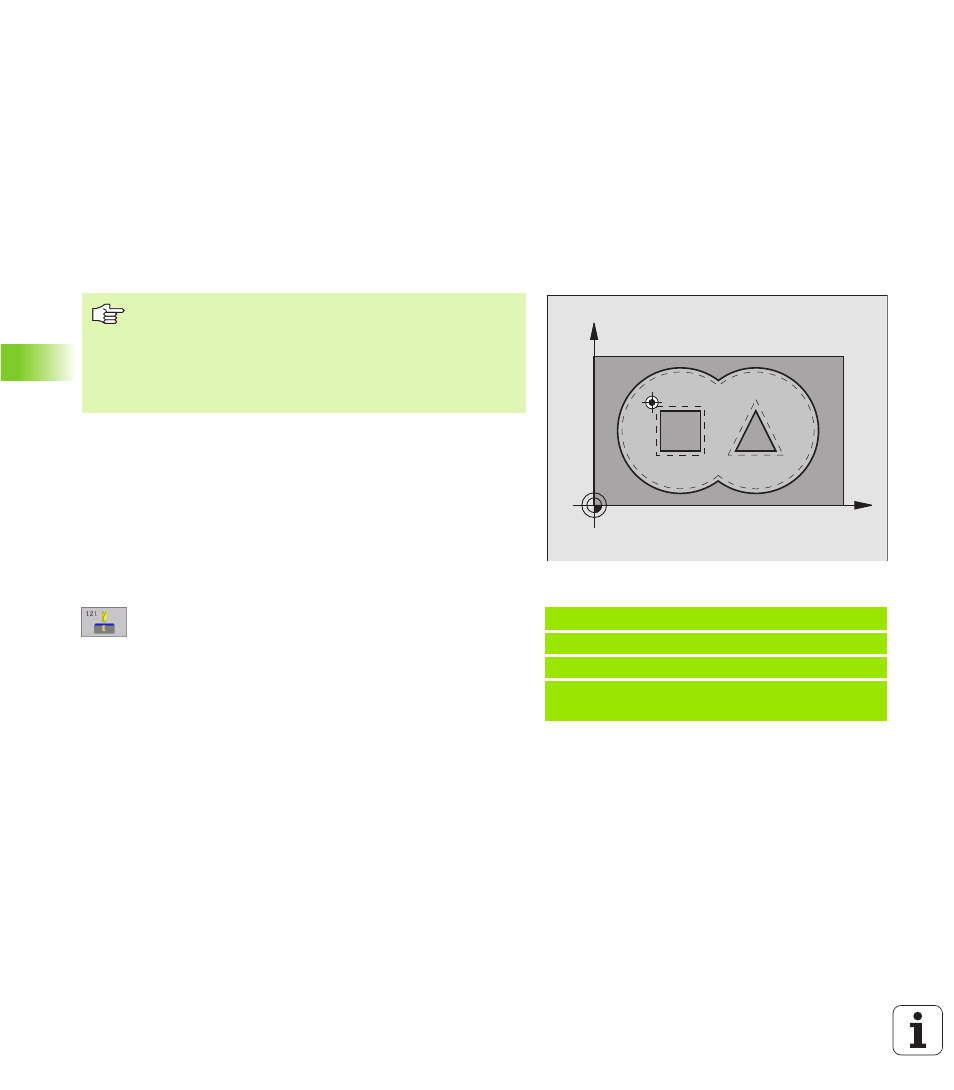
Zastosowanie
Cykl G121 WIERCENIE WST PNE uwzgl dn ia dla punktów wci cia
w mate riał naddatek na obróbk wykańczaj c boczn i n addatek n a
obróbk wykańczaj c n a dnie, jak i promień narz dzia
przeci gaj cego. Pu nkty wci cia s jednocze śnie punktami startu
przeci gania.
U
U
U
U
Gł bokość dosuwu Q10 (przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosu ni te (zn ak
liczby przy ujemnym kierunku pracy „–“)
U
U
U
U
Posuw dosuwu wgł bnego Q11: Posuw wiercen ia
w mm/min
U
U
U
U
Numer narz dzia przeci gania Q13: N umer
narz dzia –narz dzia prze ci gania
Przykład: NC bloki
N58 G121 W IERCENIE WST PNE
Q10=+5 ;Gł BOK OŚĆ DOSUWU
Q11=100 ;POSUW WGł BNY
Q13=1
;NARZ DZIE DO USUWANIA
MATERIAłU (ZDZIERAK )
X
Y
TNC ni e uwzgl dnia zaprogramowane j w T bloku
wartości delta DR dla obliczenia punktów wci cia w
materiał.
W w skich miejscach TNC nie może dokonać wiercenia
wst pnego czasami, przy pomocy narz dzia wi ksze go
niż narz dzie do obróbki zgru bnej.