Wiercenie wst epne (cykl g56), 6 s l- cykl e g ru p a 1, Wiercenie wstepne (cykl g56) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 298
274
8 Programowanie: Cykle
8.
6 S
L-
cykl
e g
ru
p
a
1
WIERCENIE WSTEPNE (cykl G56)
Przebieg cyklu
Jak cykl G 83 Wie rcenie gł bokie, patrz „Cykle dla wiercenia,
gwintowan ia i frezowania gwintów”, stronie 196.
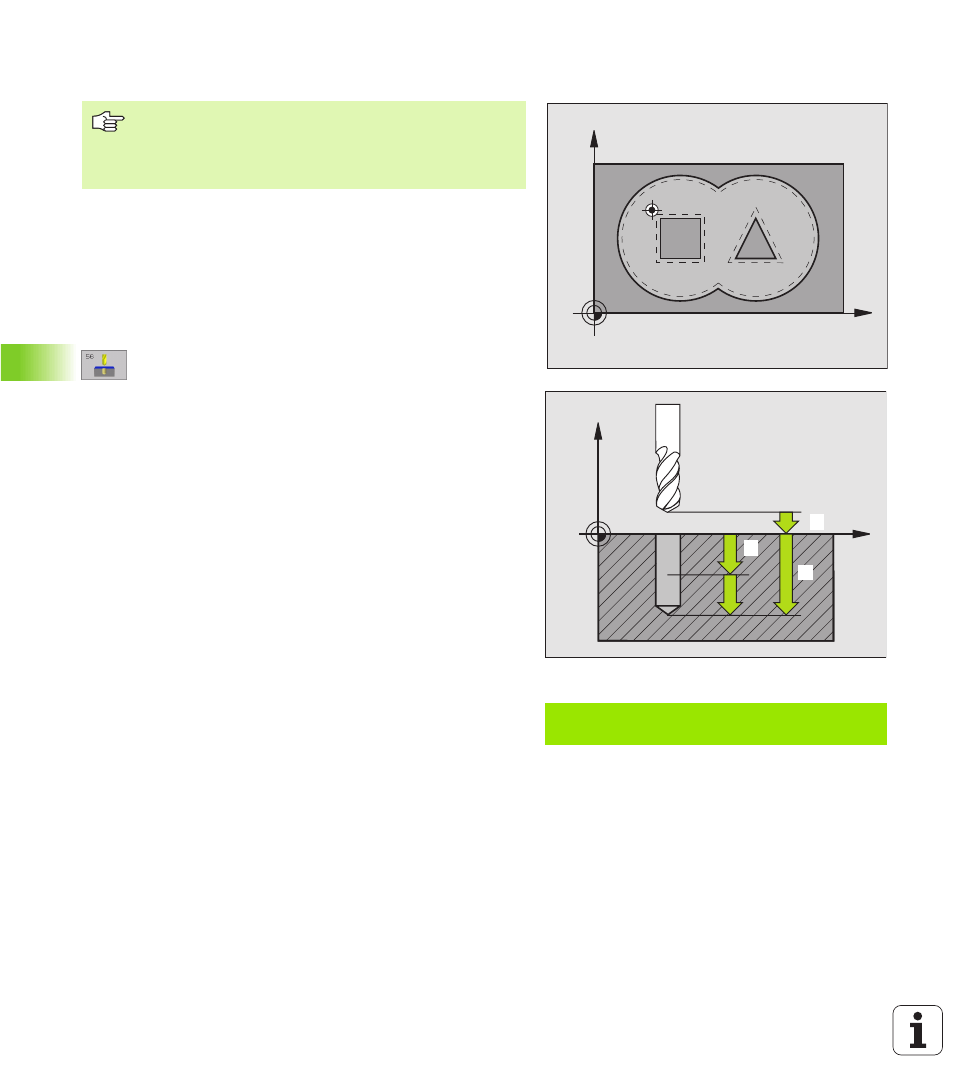
Zastosowanie
Cykl G56 WIERCENIE WSTEPNE uwzgl dn ia dla punktów naci cia
naddatek na obróbk wykańczaj c . Punkty wci cia s jednocześn ie
punktami startu przeci gania.
U
U
U
U
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wie rzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabi an ego prze dmiotu
U
U
U
U
Gł bokość wiercenia
2
(przyrostowo): Odst p
powierzchnia obrabi an ego prze dmiotu – dno
odwiertu (wi erzchołek stożka wiercenia)
U
U
U
U
Gł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te.
Gł bokość wiercenia nie musi być wie lokrotności
gł bokości dosuwu. TNC dojeżdża jednym chodem
roboczym na gł bokość wiercen ia:
n
Gł bokość dosu wu i gł bokość s sobie równe
n
Gł bokość dosu wu jest wi ksza niż gł bokość
wiercen ia
U
U
U
U
Posuw wgł bny: Posuw wierce nia w mm/min
U
U
U
U
Naddatek na obróbk wykańczaj c : Naddatek
na płaszczyźnie obróbki
Przykład: NC bloki
N54 G56 P 01 2 P02 15 P 03 5 P04 250
P05 + 0,5 *
X
Y
X
Z
1
1
2
3
Prosz uwzgl dnić przed programow aniem
Zaprogramować blok pozycjon owania w punkcie startu w
osi wrzeciona (bezpieczna wysokość nad powie rzchni
obrabian ego przedmiotu)