HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 257
HEIDENHAIN iTNC 530
233
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
U
U
U
U
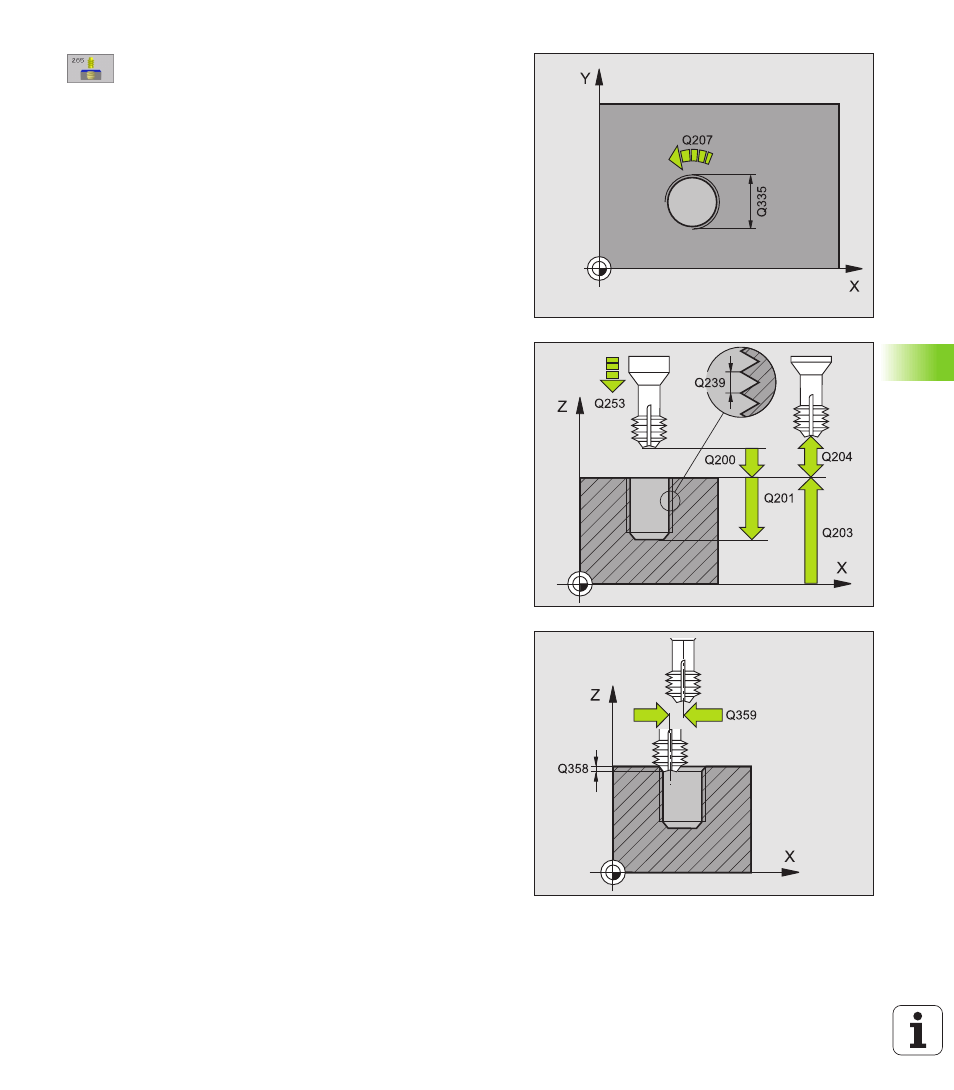
Zadana średnica Q335: Nominalna śre dnica gwin tu
U
U
U
U
S kok gwintu Q239: Skok gwintu. Znak liczby określa
gwin t prawo i lewoskr tny:
+= gwint prawoskr tny
– = gwint lewoskr tny
U
U
U
U
G ł bokość gwintu Q201(przyrostowo): Odst p
pomi dzy powi erzchni obrabianego przedmiotu i
dnem gwintu
U
U
U
U
Posuw pozycjonowania wst pnego Q253:
Pr dkość przemieszczenia narz dzia przy
zagł biani u w materiał obrabian ego przedmiotu lub
przy wysu waniu n arz dzia z materiału w mm/min
U
U
U
U
G ł bokość czołowo Q358 (przyrostowo): Odst p
powierzchni a obrabiane go przedmiotu i wierzchołek
ostrza narz dzia przy czołowym pogł bianiu
U
U
U
U
Przesuni cie pogł biania czołowo Q359
(inkremental): Odst p o jaki TNC przesuwa środek
n arz dzia ze środka odwiertu
U
U
U
U
O peracacja pogł biania Q360: Wykonanie fazki
0 = przed obróbk gwintu
1 = po obróbce gwin tu
U
U
U
U
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wi erzchołek ostrza narz dzia – powie rzchnia
obrabianego przedmiotu