W iercenie (cykl g200) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 223
HEIDENHAIN iTNC 530
199
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
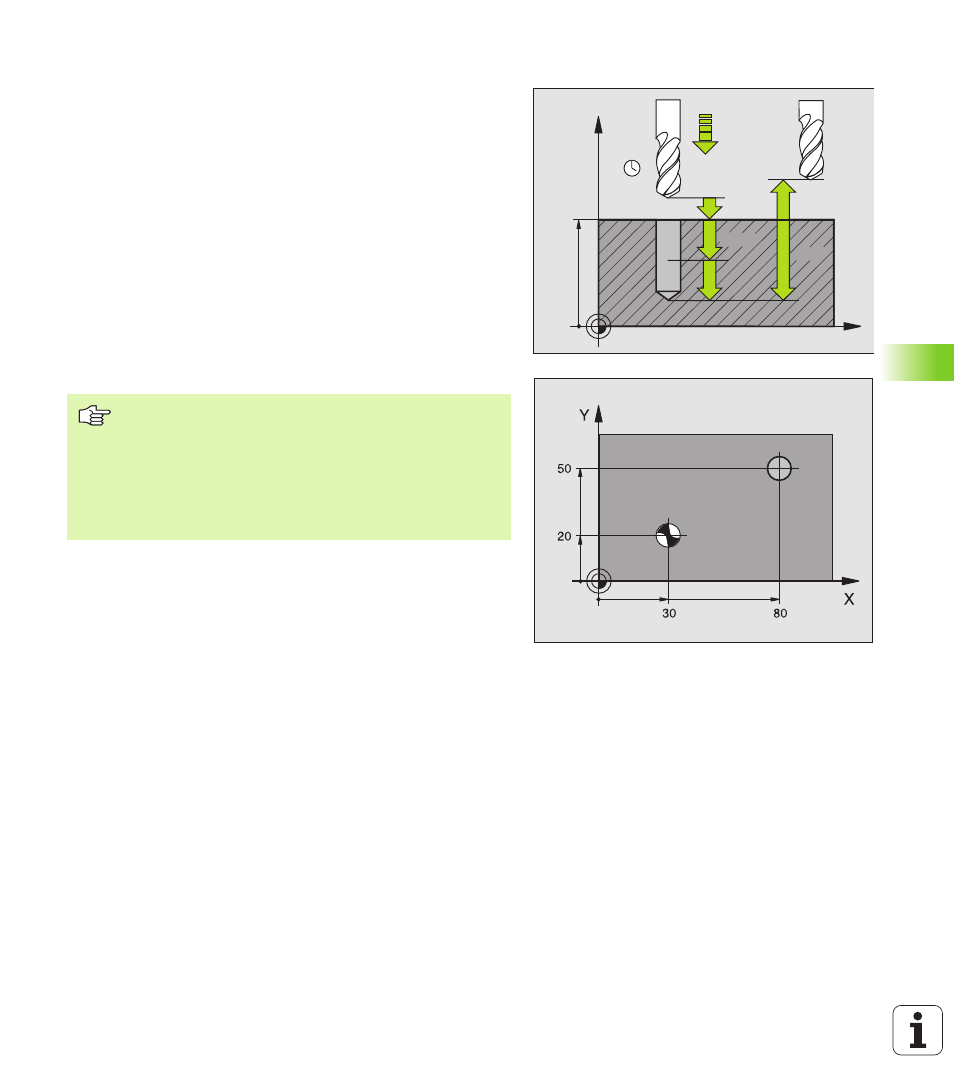
WIERCENIE (cykl G200)
1
T NC pozycjonuj e narz dzie w osi wrzeciona na biegu szybkim na
Bezpie czn wysokość nad powierzch ni obrabiane go
przedmiotu
2
Narz dzie wierci z zaprogramowanym posuwem F do pierwszej
gł bokości dosuwu
3
T NC odsuwa narz dzie n a biegu szybkim na Bezpieczn
wysokość, prze bywa tam jeśli wprowadzono i przemieszcza
si ponownie na biegu szybkim na Be zpieczn wysokość nad
pierwsz gł bokość dosuwu
4
Nast pnie n arz dzie wierci z wprowadzonym posuwem F o
dalsz gł bokość dosu wu
5
T NC powtarza t operacj (2 do 4), aż zostanie osi gn i ta
wprowadzona gł bokość wiercenia
6
Z dna wiercen ia narz dzie przemieszcza si z FMAX na
Bezpie czn wysokość lub –jeśli wprowadzono – na 2 g
Bezpie czna wysokość
2. Odst p bezpieczeń stwa
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwie rtu) płaszczyzny obróbki z korekcj
promien ia G40.
Znak l iczby parametru cyklu Gł bokość określa kieru nek
pracy (obróbki). Jeśli zaprogramu jemy gł bokość = 0, to
TNC nie wykonuj e tego cyklu.