HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 203
HEIDENHAIN iTNC 530
179
7.
5
F
unk
c
je
d
oda
tk
ow
e
dl
a
o
s
i
obr
o
tow
y
c
h
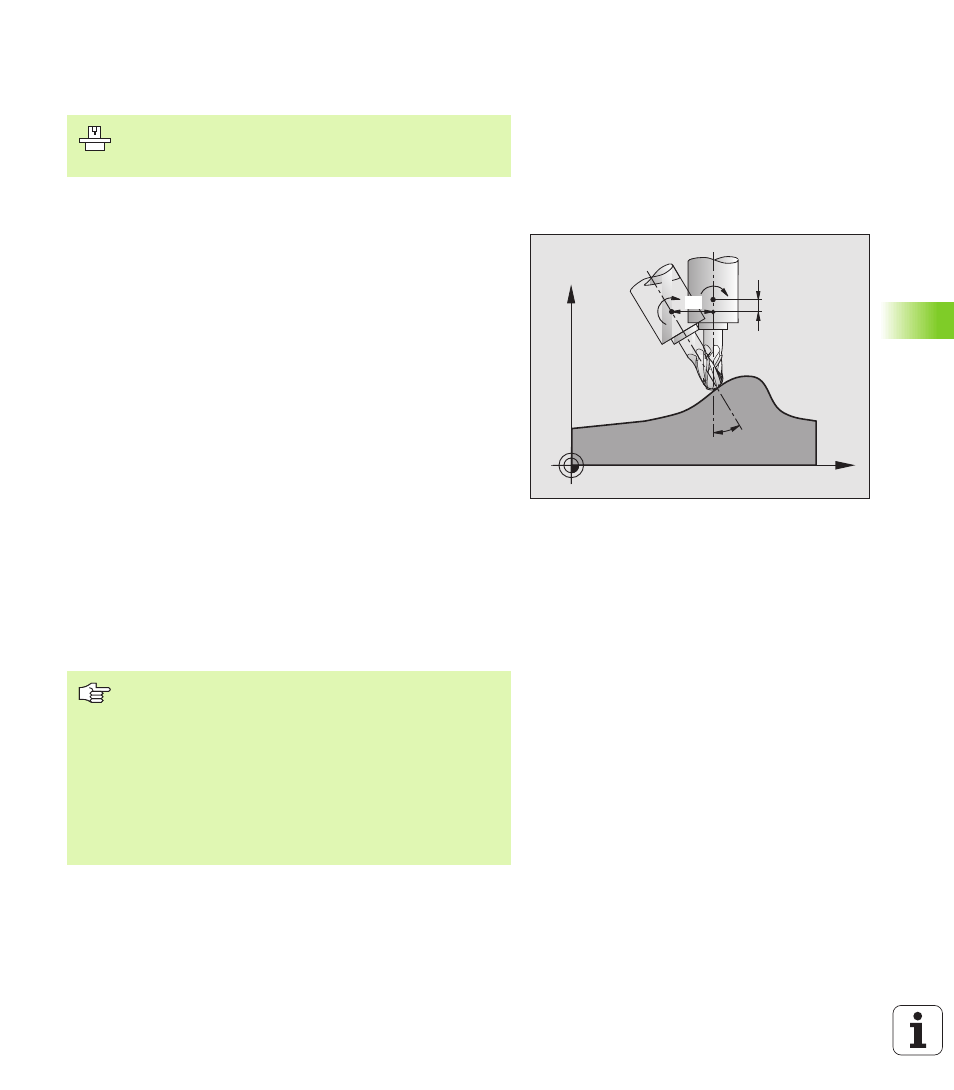
Automatyczna korekcja geometrii maszyny
przy pracy z osiami pochylenia (wahań): M114
Post powanie standardowe
Post powanie standardowe TNC przemieszcza narz dzie na
określone w programie obróbki pozycje. Jeśli w programie zmienia
si pozycj a osi nachylen ia, to postprocesor musi obliczyć
powstaj ce w wyn iku tego przesuni cie w osiach liniowych i dokonać
go jednym krokiem pozycj onowania. Ponieważ geome tria maszyny
odgrywa tu znaczn rol , dla każdej maszyny musi być oddzielnie
obliczon y NC program.
Post powanie z M114
Jeśli w programie zmienia si pozycja sterowanej osi wahań , to T NC
kompe nsuje to przesu ni cie narz dzia automatyczn ie przy pomocy
3D korekcji długości. Ponie waż geometria maszyn y jest zapisana w
parametrach maszynowych , TNC kompensuje także automatycznie
specyficzne dla maszyny przesuni ci a. Programy musz zostać
obliczon e przez postprocesor tylko raz, także jeśli one zostan
odpracowane na różnych maszyn ach z TNC ste rowaniem.
Jeśli maszyna nie posiada sterowanej osi wahań (głowica nachylana
r cznie, głowica zostaje pozycjonowana przez PLC), możn a po
M114 wprowadzić obowi zuj c każdorazowo pozycj głowicy
odchyl nej (np. M114 B+45, Q parametr dozwolony).
Korekcja promieni a narz dzia musi zostać uwzgl dniona przez CAD
system lub prze z postprocesor. Programowan a korekcja promienia
G41/G42 prowadzi do pojawien ia si komu nikatu o bł dach.
Jeśli TNC dokonuje korekcji długości narz dzia, to zaprogramowan y
posu w odnosi si do ostrego koń ca narz dzia, poza tym do pun ktu
odniesienia narz dzia.
Geome tria maszyny mu si być okre ślon a przez
producenta maszyn w parametrach maszynowych 7510 i
nast pnych.
Jeśli maszyna posiada ste rowan głowic obrotow , to
można przerwać przebieg programu i zmie nić pozycj osi
pochylenia (n p. przy pomocy kółka obrotowego).
Przy pomocy funkcji PRZEBIEG DO PRZODU DO BLOKU
N można kontynu ować program obróbki od miejsca
zatrzyman ia programu. TNC u wzgl dnia automatycznie,
przy aktywn ej M114, n owe położen ie osi wahań.
Aby zmienić położen ie osi wahań przy pomocy kółka
r cznego w czasie przebiegu programu , prosz u żyć
M118 w poł czeni u z M128.
X
Z
dB
dz
dx
B
B