Wzory punkt ów na liniach (cykl g221) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 291
HEIDENHAIN iTNC 530
267
8
.5 C
ykl
e d
la w
yt
w
ar
z
an
ia
w
z
o
ró
w
p
u
n
kt
o
w
y
c
h
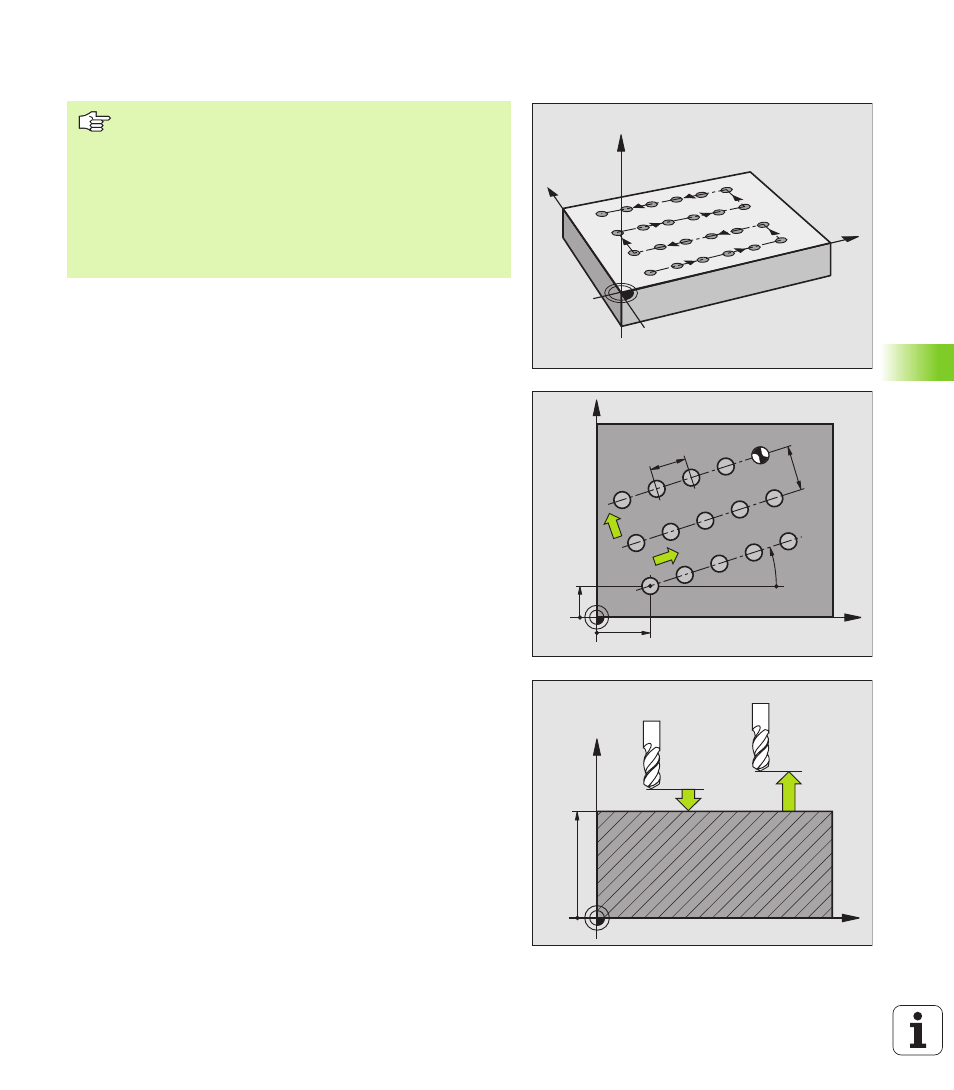
WZORY PUNKTÓW NA LINIACH (cykl G221)
1
T NC pozycjonu je narz dzie automatycznie od aktualnej pozycji
do punktu startu pierwszej obróbki.
Kolejność:
n
2. Bezpieczn wysokość najechać (oś wrzeciona)
n
Punkt startu n a płaszczyźnie obróbki najech ać
n
Przemieszczen ie na Bezpieczn wysokość nad powie rzchni
obrabiane go przedmiotu (oś wrzeciona)
2
Od tej pozycji T NC wykonuje ostatnio zdefiniowany cykl obróbki
3
Nast pnie T NC pozycjon uje narz dzie w kieru nku dodatnim osi
głównej do punktu startu nast pnej obróbki; narz dzie znajduje
si przy tym na Bezpiecznej wysokości (lub na 2 giej Bezpiecznej
wysokości)
4
T a operacja (1 do 3) powtarza si , aż wszystkie operacje obróbki
zostan wykon ane; narz dzie znajduje si w ostatnim punkcie
pierwszego wiersza
5
Nast pnie T NC przemieszcza narz dzie do ostatniego pun ktu
drugiego wiersza i wykon uje tam obróbk
6
Stamt d T NC pozycjonu je narz dzie w kierun ku ujemnym osi
głównje do punktu startu nast pnej obróbki
7
T a operacja (6) powtarza si , aż wszystkie powtórzenia obróbki
drugiego wiersza zostan wykon ane
8
Nast pnie T NC przemieszcza narz dzie ponownie do punktu
startu nast pn ego wiersza
9
R uchem wahadłowym zostaj odpracowan e wszystkie dalsze
wiersze
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q23
7
N =
Q2
42
N =
Q2
43
X
Z
Q200
Q203
Q204
Prosz uwzgl dnić przed programowaniem
Cykl G221 jest DEF aktywny, to znaczy cykl G221
wywołuje automatycznie ostatnio zdefiniowany cykl
obróbki.
Jeżeli kombinuje my jeden z cykli obróbki od G200 do
G209 i G212 do G215 i G262 do G267 z cyklem G221, to
zadziałaj : bezpieczna wysokość, powierzchn ia
obrabianego przedmiotu i 2 ga bezpieczna wysokość z
cyklu G221.