HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 377
HEIDENHAIN iTNC 530
353
9
.6
P
rz
y
k
ł
ad
y
pr
o
g
ram
o
w
an
ia
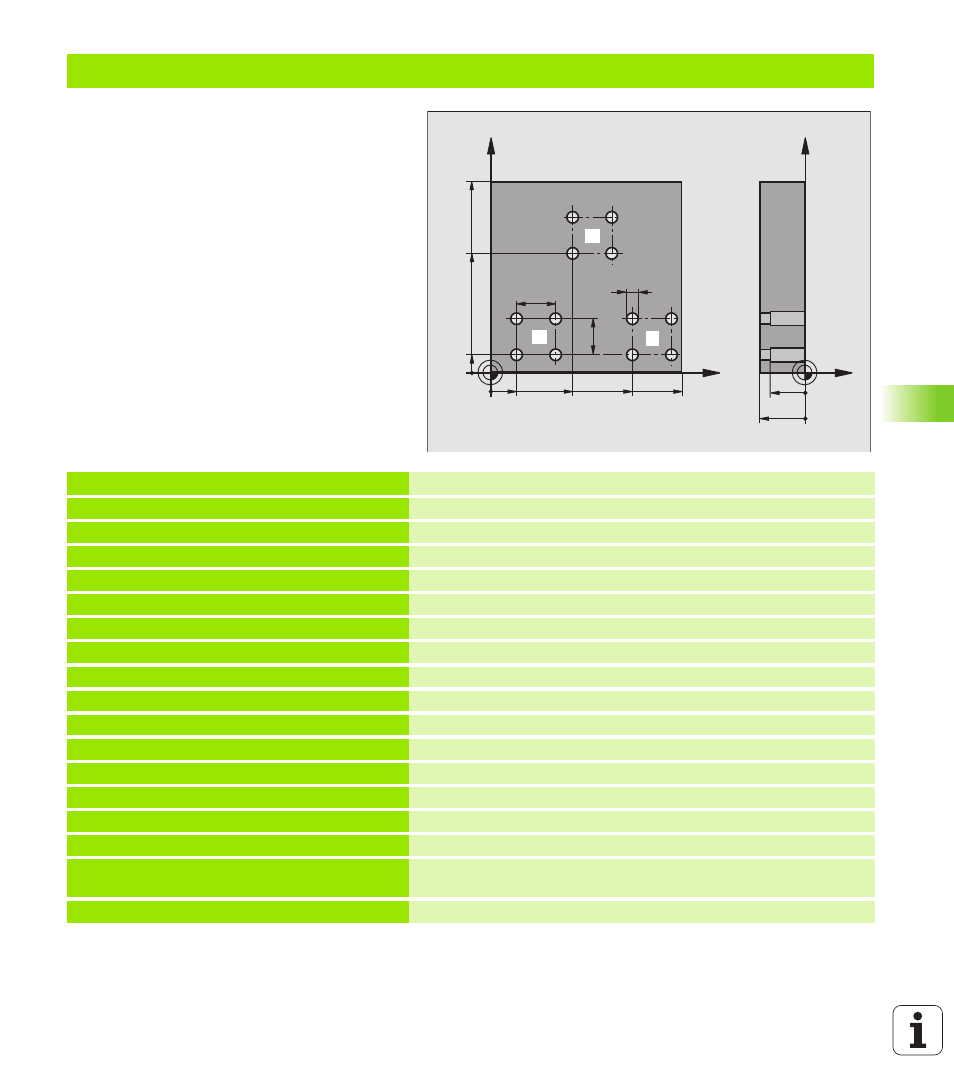
Przykład: Grupa odwiertów przy pomocy kilku narz dzi
Przebieg programu
n
Zaprogramować cykle obróbki w programie
głównym
n
Wywołać pełny rysunek odwiertów
(podprogram 1)
n
Najechać grupy odwiertów w podprogramie 1,
wywołać grup odwiertów (podprogram 2)
n
Gru p wierceń zaprogramować tylko raz w
podprogramie 2
% UP 2 G71 *
N10 G30 G17 X+ 0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Defin icj a narz dzia nawiertak
N40 G99 T2 L+0 R+3 *
Defin icj a narz dzia wiertło
N50 G99 T3 L+0 R+3,5 *
Defin icj a narz dzia rozwi ertak
N60 T1 G17 S5000 *
Wywołanie narz dzia nawiertak
N70 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N80 G200 WIER CENIE
Defin icj a cyklu nakiełkowania
Q200=2
;ODST P B EZPIECZ.
Q201= 3
;Gł BO KOŚĆ
Q206=250
;F DOSUW W Gł BNY
Q202=3
;Gł BO KOŚĆ DOSUWU
Q210=0
;PR ZER.CZA S. U GÓR Y
Q203=+0
;WSP .P OWIER ZCHNI
Q204=10
;2. ODST.B EZP.
Q211=0.2
;PR ZER WA CZASOW A U
DOłU
N90 L 1,0 *
Podprogram 1 dla kompletnego rysun ku wierce nia wywołać
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3