HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 359
HEIDENHAIN iTNC 530
335
8
.1
0
C
y
k
le
dl
a
pr
z
e
li
c
z
a
ni
a
w
s
pó³
rz
ê
dn
y
c
h
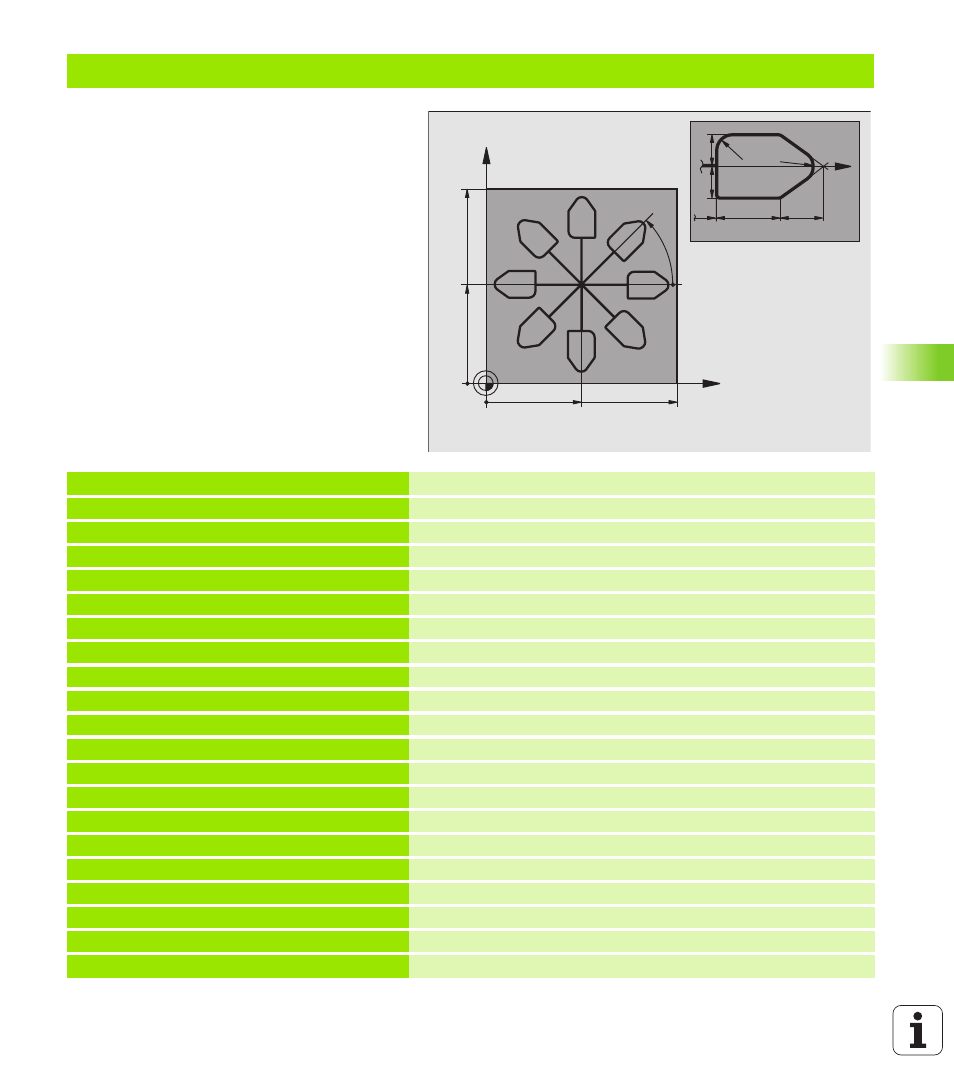
Przykład: Cykle przeliczania współrz dnych
Przebieg programu
n
Przeliczeni a współrz dnych w programie
głównym
n
Obróbka w podprogramie, patrz
„Podprogramy”, stroni e 343
% KOUMR G71 *
N10 G30 G17 X+ 0 Y+0 Z 20 *
Defin icj a cz ści nieobrobionej
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Defin icj a narz dzia
N40 T1 G17 S4500 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N60 G54 X+65 Y+65 *
Przesuni cie punktu zerowe go do centru m
N70 L 1,0 *
Wywołać obróbk frezowaniem
N80 G98 L10 *
Postawić znacznik dla powtórzenia cz ści programu
N90 G73 G91 H+45 *
Obrót o 45° przyrostowo
N100 L 1,0 *
Wywołać obróbk frezowaniem
N180 L 10,6 *
Odskok do LBL 10; ł cznie sześć razy
N120 G73 G90 H+0 *
Wycofać obrót
N130 G54 X+0 Y+0 *
Wycofać przesuni ci e punktu ze rowego
N140 G00 Z+ 250 M2 *
Przemieścić narz dzie poza materiałem, koniec programu
N120 G98 L1 *
Podprogram 1:
N160 G00 G40 X+0 Y+0 *
Określe nie obróbki frezowaniem
N170 Z+2 M3 *
N180 G01 Z 5 F 200 *
N190 G41 X+30 *
N200 G91 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R
5
R5
10
10