F rezowanie gwintu (cykl g262) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 248
224
8 Programowanie: Cykle
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
FREZOWANIE GWINTU (cykl G262)
1 TNC pozycjonuje narz dzi e w osi wrzeciona na bie gu szybkim na
wprowadzon Bezpieczn wysokość nad powierzchni
obrabiane go przedmiotu
2
Narz dzie przemieszcza si z zaprogramowanym posu wem
pozycjonowan ia wst pnego na płaszczyzn startu, która wynika
ze znaku liczby skoku gwintu, rodzaj u frezowania i li czby
powtórzeń do wykonania
3
Nast pnie narz dzi e przemieszcza si stycznie ru ch em Helix do
nominaln ej średnicy gwintu. Przy tym zostaje przeprowadzon e
jeszcze przed przemieszczeniem dosuwu po lini i śrubowej (Helix)
przemieszczenie wyrównawcze w osi narz dzia, aby rozpocz ć z
tore m gwin tu na zaprogramowanym poziomie startu
4
W zależności od parametru Wzn owie nie (pracy) narz dzie frezuje
gwint jednym, kilkoma z przesu ni ciami lub ruchem ci głym po
linii śrubowej
5
Po tym narz dzie odjeżdża stycznie od konturu do punktu startu
na płaszczyźnie obróbki
6
Przy końcu cyklu TNC przemieszcza narz dzia na biegu szybkim
na Bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
Bezpieczna wysokość
U
U
U
U
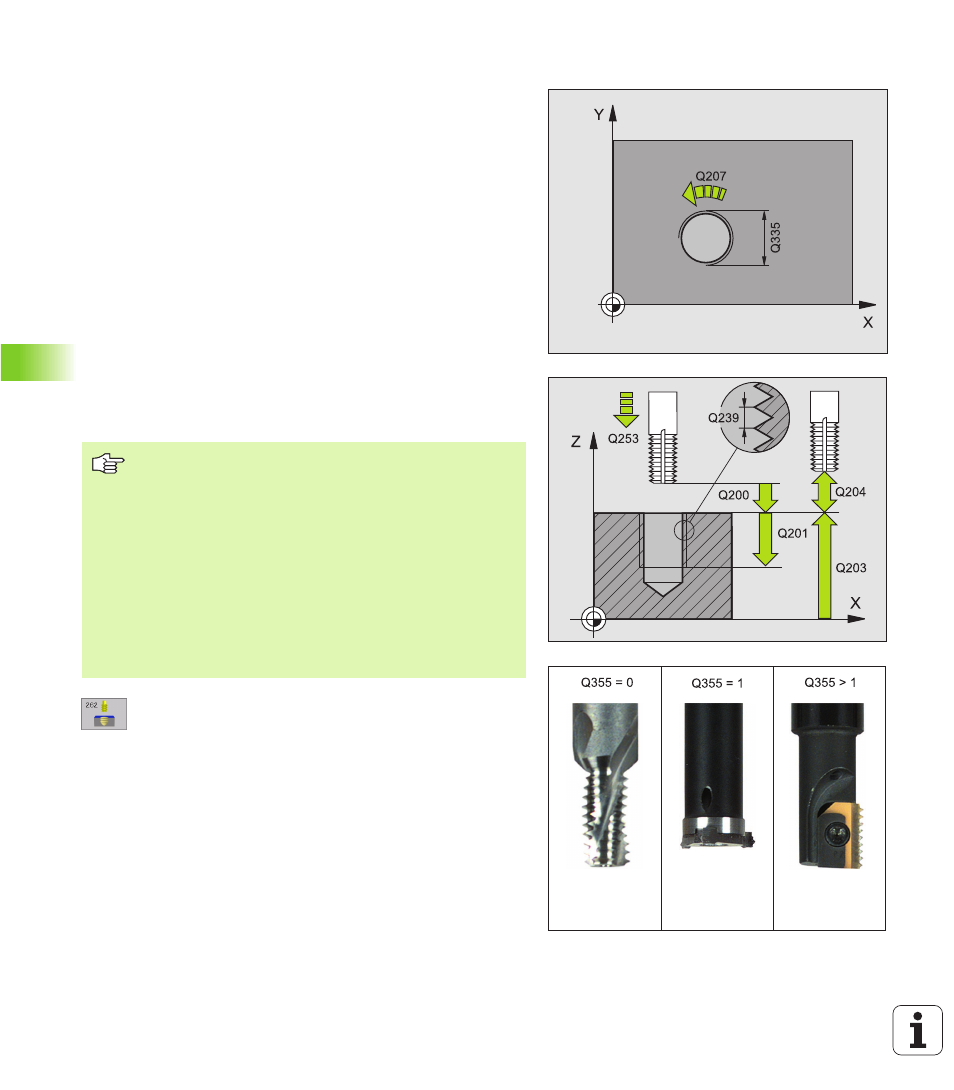
Zadana średnica Q335: Nominalna średn ica gwintu
U
U
U
U
Skok gwintu Q239: Skok gwintu . Znak liczby określa
gwint prawo i l ewoskr tny:
+= gwin t prawoskr tny
– = gwi nt lewoskr tny
U
U
U
U
Gł bokość gwintu Q201 (przyrostowo): Odst p
pomi dzy powierzchni obrabian ego przedmiotu i
dn em gwin tu
U
U
U
U
Dodatkowa obróbka Q355: Liczba zwojów gwintu,
o któr narz dzie zostaje przesu ni te, patrz rysun ek
po prawej stronie u dołu
0 = 360° lin ia śru bowa na gł bokość gwin tu
1 = ci gła linia śrubow na całej długości gwintu
>1 = kilka torów Helix z dosuwami i odsuni ciami
narz dzia, pomi dzy nimi TNC przesu wa n arz dzie o
wartość Q355 razy skok
Prosz uwzgl dnić przed programow aniem
Zaprogramować blok pozycjonowan ia w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia G40.
Znak liczby parametru cyklu Gł bokość gwintu określa
kierun ek pracy (obróbki). Jeśli zaprogramujemy
Gł bokość gwintu = 0, to TNC nie wykon uje tego cyklu.
Przemieszczen ie dosuwu na nomin aln średnic gwintu
nast puje na półkolu od środka. Jeśli średnica narz dzia
jest 4 krotny skok mniejsza niż n ominalna średnica
gwintu to zostaje prze prowadzone boczne
pozycjonowan ie wst pn e.