4 cykle skrawania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 98
98
4 Programowanie cykli
4.4 Cykle skrawania
4.4 Cykle skrawania
Kierunki skrawania i dosuwu dla cykli skrawania
MANUALplus ustala kierunek skrawania i dosuwu na
podstawie parametrów cyklu.
normalny tryb: parametry „punkt startu X, Z” (tryb
pracy r cznej „momentalna pozycja narz dzia”) i
„pocz tek konturu X1/koniec konturu Z2”
rozszerzony tryb: parametry „punkt pocz tkowy
konturu X1, Z1” i „punkt końcowy konturu X2, Z2”
s miarodajne
Cykle ICP: parametry „punkt startu X, Z” (tryb
pracy r cznej „momentalna pozycja narz dzia”) i
„punkt startu konturu ICP” s miarodajne
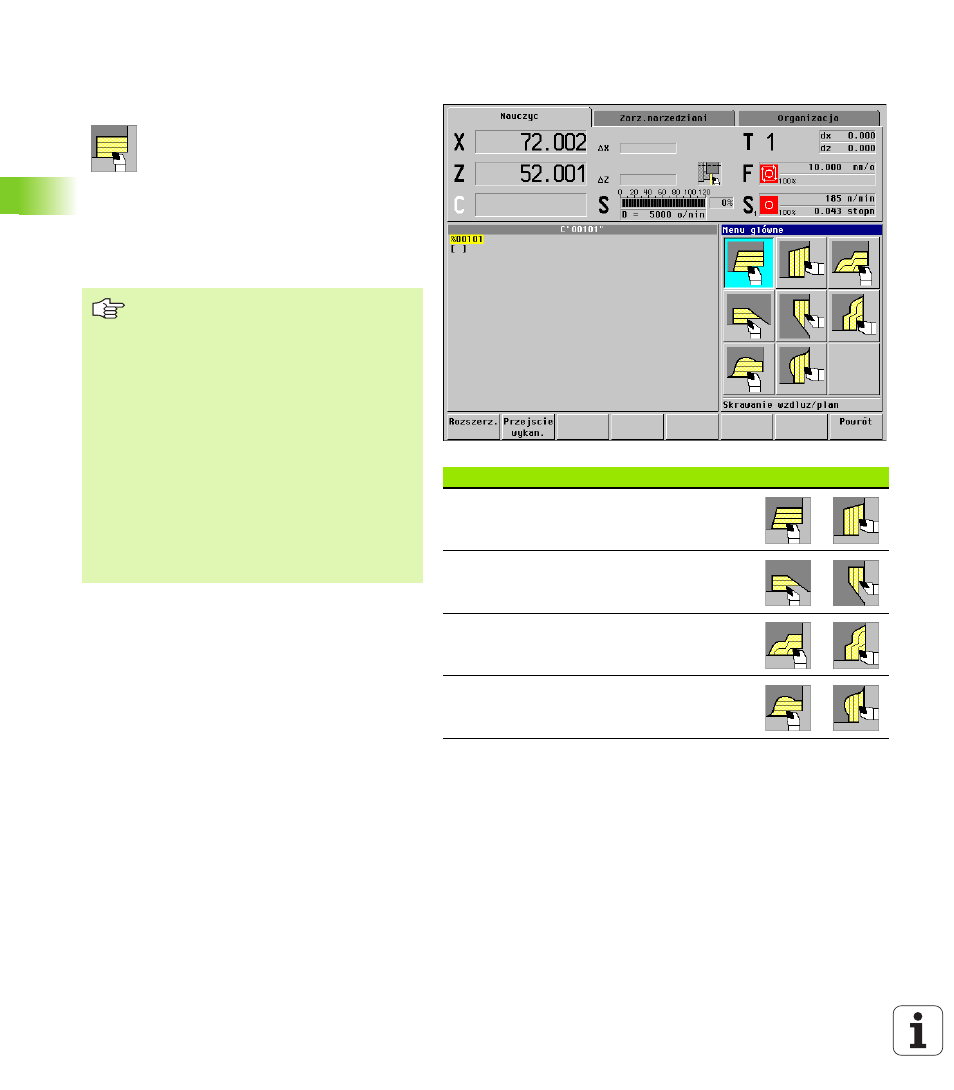
Cykle skrawania
Symbol
Skrawanie wzdłużne/planowe
Cykle obróbki zgrubnej i wykańczaj cej dla
prostych konturów
Pogł bianie wzdłużne/planowe
Cykle obróbki zgrubnej i wykańczaj cej dla
prostych konturów
ICP równolegle do konturu wzdłuż/plan
Cykle obróbki zgrubnej i wykańczaj cej dla
dowolnych konturów
ICP skrawanie wzdłuż/plan
Cykle obróbki zgrubnej i wykańczaj cej dla
dowolnych konturów
Cykle skrawania obrabiaj zgrubnie i
na gotowo proste kontury w
„normalnym trybie” i kompleksowe
kontury w „rozszerzonym trybie”.
ICP kontury skrawania obrabiaj
opisane przy pomocy „ICP“ kontury
(patrz „Edycja konturów ICP” na stronie
243).
Rozplanowanie przejść:
MANUALplus oblicza wci cie w
materiał, które <= „gł bokość wci cia
P“ . „Przejście szlifowania“ zostaje w
ten sposób wyeliminowane.
Naddatki: w „rozszerzonym trybie“
Korekcja promienia ostrza: zostaje
przeprowadzona
Odst p bezpieczeństwa po
przejściu:
normalny tryb: 1 mm
rozszerzony tryb: zostaje
nastawiony oddzielnie dla obróbki
wewn trznej i zewn trznej w
„aktualne parametry – obróbka –
odst py bezpieczeństwa”