Podci cie forma u g856, 16 cykle podcicia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 350
350
6 DIN programowanie
6.16 Cykle podcicia
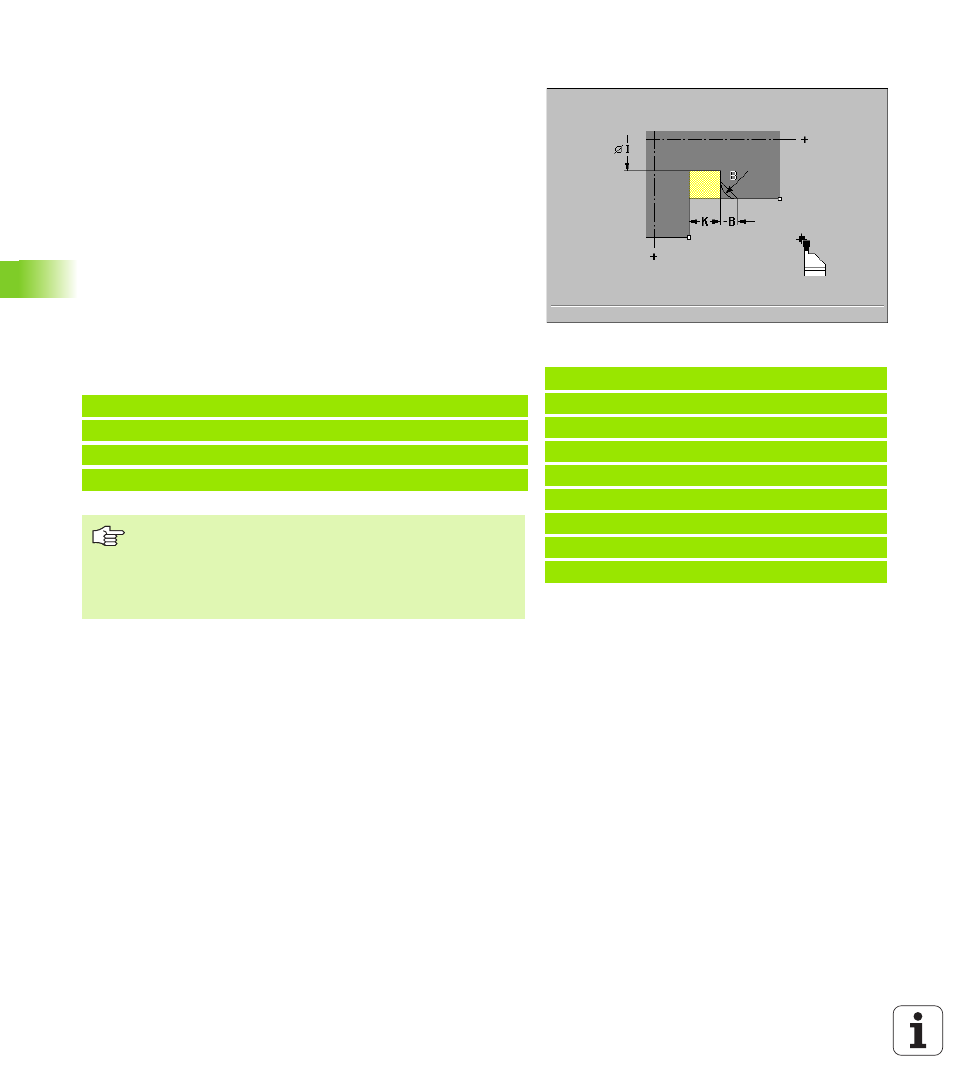
Podci cie forma U G856
G856 wytwarza podci cie i obrabia na gotowo przylegaj c
powierzchni planow . Do wyboru może zostać wykonana fazka/
zaokr glenie.
Parametry
I średnica podci cia (wymiar średnicy)
K długość podci cia
B fazka/zaokr glenie
B>0: promień zaokr glenia
B<0: szerokość fazki
Wskazówki dotycz ce odpracowania cyklu:
Po wykonaniu cyklu narz dzie powraca do punktu startu.
Jeśli szerokość ostrza narz dzia nie jest zdefiniowana, to „K”
zostaje przyj te za szerokość ostrza.
Wiersze nast puj ce po wywołaniu cyklu
Przykład: G856
%856.nc
[G856]
N1 T30 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z 30
N5 G1 X60
N6 G80
KONIEC
N.. G856 I.. K.. /wywołanie cyklu
N.. G0 X.. Z.. /naroże podci cia
N.. G1 X.. /punkt końcowy powierzchni planowej
N.. G80 /koniec opisu konturu
Podci cie zostaje wykonywane tylko w prostok tnych,
równoległychdo osi narożach konturu na osi
wzdłużnej.
korekcja promienia ostrza zostaje przeprowadzona.
Naddatki: nie zostaj wliczone