3 icp przykład „matryca, 3 icpprzykład „matryca” 9.3 icp przykład „matryca – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 483
HEIDENHAIN MANUALplus 4110
483
9.3 ICPprzykład „matryca”
9.3 ICP przykład „matryca”
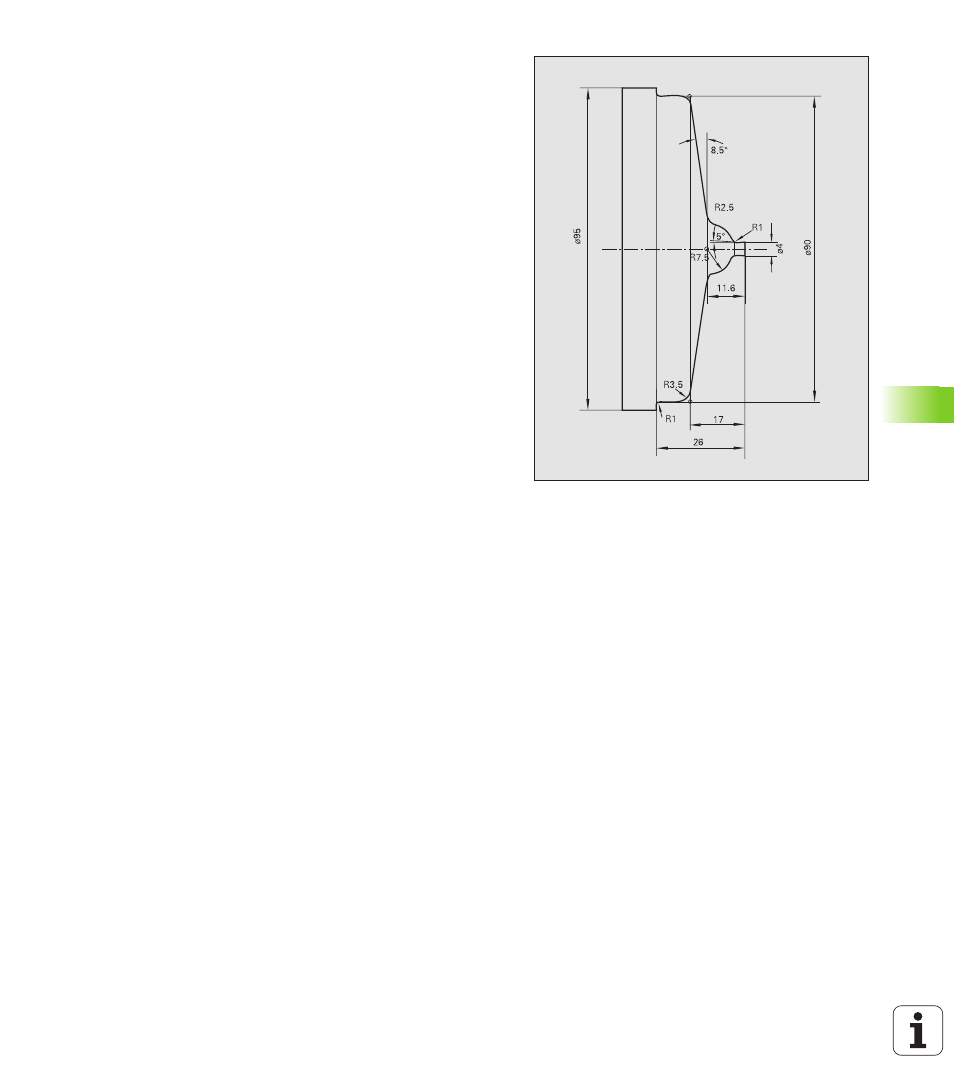
Przykład objaśnia wytwarzanie matrycy przy pomocy ICP
programowania. Wychodz c z rysunku technicznego zostaj
objaśnione poszczególne kroki robocze dla wytworzenia ICP
konturu i dla wł czenia tego konturu do ICP cykli.
Na końcu obróbki znajduje si do dyspozycji ICP opis konturu i
program cykliczny.
Obróbka nast puje przy pomocy ICP cykli obróbki planowej.
Używane narz dzia
Narz dzia do obróbki zgrubnej:
Pozycja T1
WO = 1 orientacja narz dzia
A = 93° k t przystawienia
B = 55° k t wierzchołkowy
R = 0,8 promień narz dzia
Narz dzia do obróbki wykańczaj cej:
Pozycja T2
WO = 1 orientacja narz dzia
A = 93° k t przystawienia
B = 55° k t wierzchołkowy
R = 0,5 promień narz dzia
Przebieg pracy
Zamocowanie półwyrobu (średnia 95 mm, długość 100 mm)
Nastawienie maszyny
punkt zerowy obrabianego przedmiotu określić
ustalenie wymiarów narz dzi
przejście do „nauczenia”
Zapisać cykle pozycjonowania dla zmiany narz dzia
ICP kontur zapisać
ICP kontur wł czyć do cyklu obróbki zgrubnej i wykańczaj cej