Bieg szybki g0 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 290
Advertising
290
6 DIN programowanie
6.4 Przemieszczenia narz®dzia bez zabiegów obróbkowych
6.4 Przemieszczenia narz®dzia
bez zabiegów obróbkowych
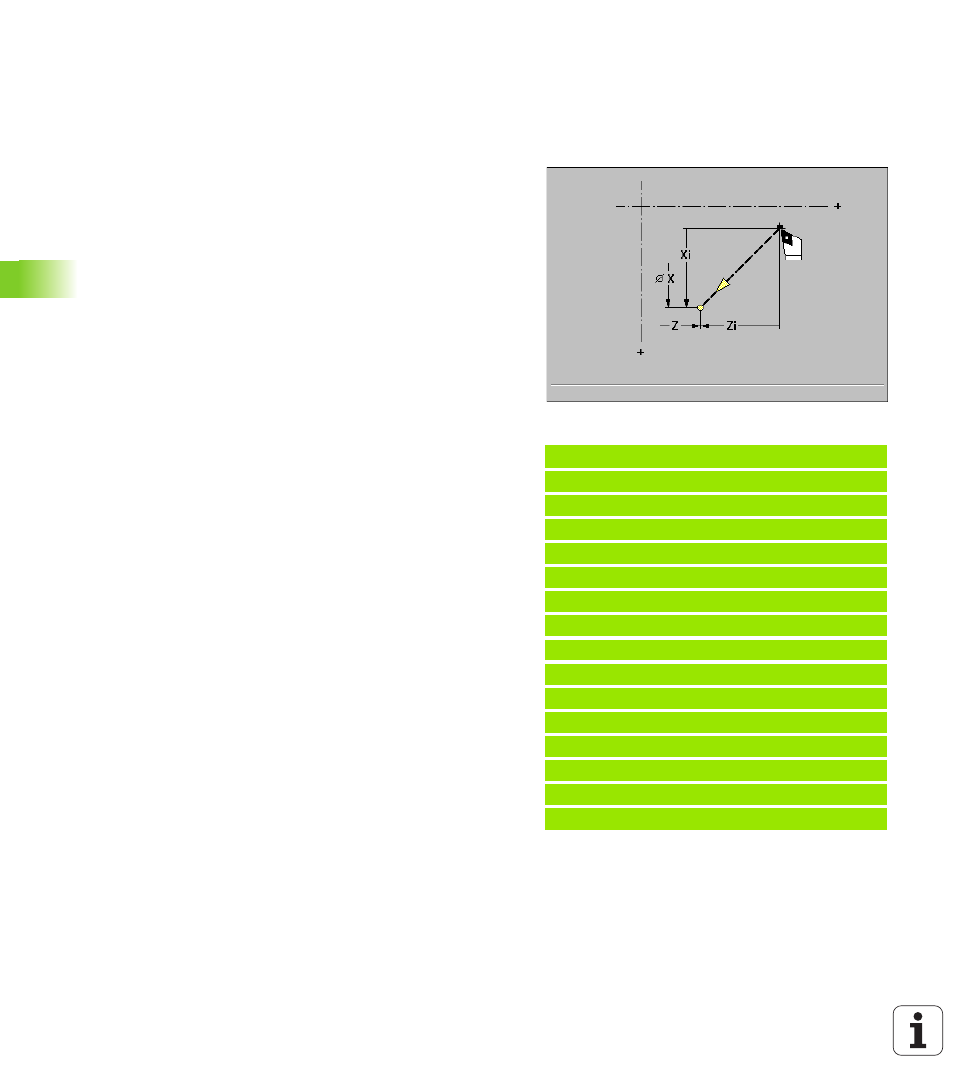
Bieg szybki G0
Polecenie geometrii: G0 definiuje punkt pocz tkowy opisu
konturu.
Polecenie obróbki: narz dzie przemieszcza si na biegu szybkim
na najkrótszym odcinku do „punktu docelowego X, Z”.
Przemieszczenia biegu szybkiego mog zostać wykonane przy
zatrzymanym wrzecionie.
Parametry
X punkt docelowy (wymiar średnicy)
Z punkt docelowy
Przykład: G0
%0.nc
[G0]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G819 P5 I1 K0.3
N4 G0 X80 Z2
N5 G1 Z 15 B 1
N6 G1 X102 B2
N7 G1 Z 22
N8 G1 X90 Zi 12 B1
N9 G1 Zi 6
N10 G1 X100 A80 B 1
N11 G1 Z 47
N12 G1 X120
N13 G80
KONIEC
Advertising