Podci cie forma h, 5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 156
156
4 Programowanie cykli
4.5 Cykle toczenia poprzecznego
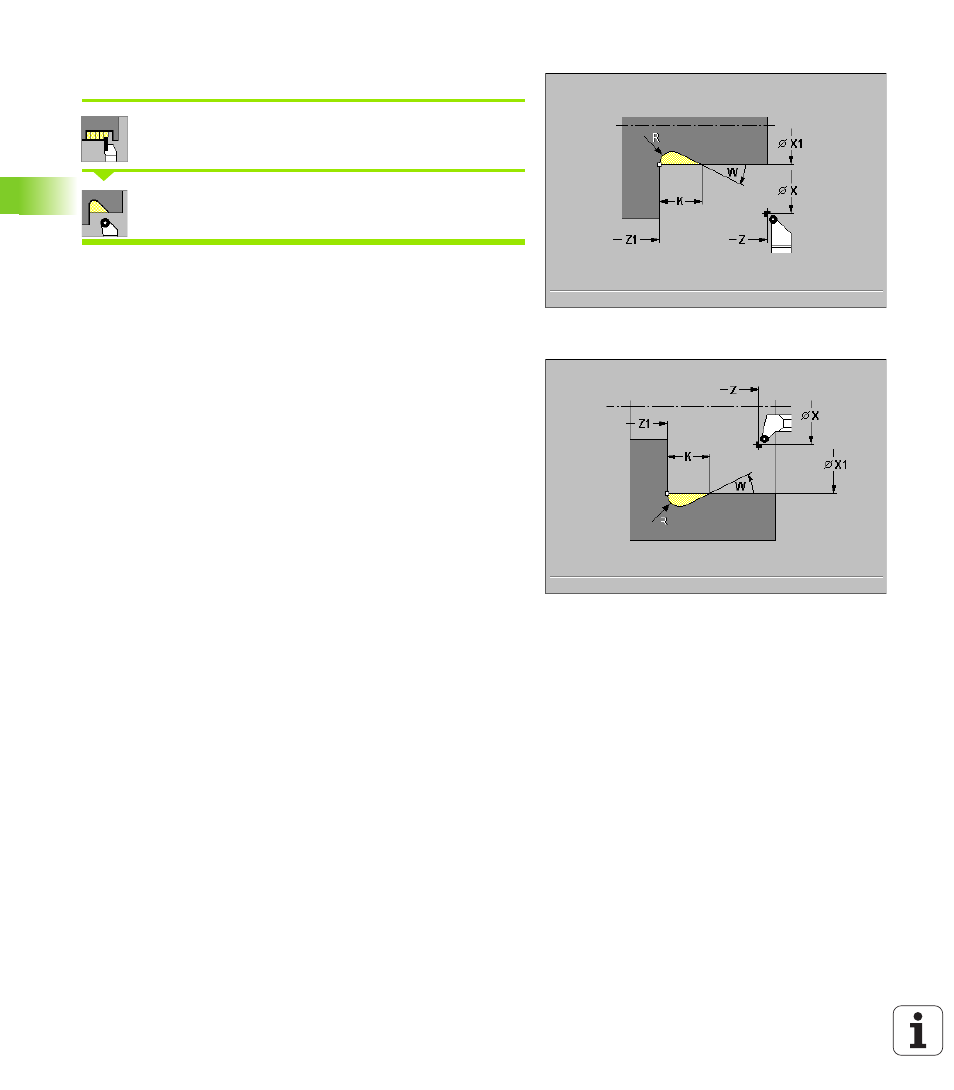
Podci cie forma H
Wybór „cykli toczenia poprzecznego”
„Podcinanie H” wybrać
Forma konturu zależna jest od konstelacji parametrów. Jeśli
operator nie poda „promienia podci cia R”, to powierzchnia ukośna
zostanie wykonana do pozycji „punkt narożny konturu Z1” (promień
narz dzia=promień podci cia).
Jeżeli operator nie poda „k ta zagł bienia W”, to zostanie on
obliczony na podstawie „długości podci cia K” i „promienia
podci cia R”. Punkt końcowy podci cia leży wówczas w „punkcie
narożnym konturu”.
Punkt końcowy podci cia zostaje ustalony zgodnie z „form
podci cia H” na podstawie k ta pogł bienia.
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt narożny konturu
K długość podci cia
R promień podci cia – domyślnie: nie element kołowy
W k t wci cia – domyślnie: W zostaje obliczony
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Wykonanie cyklu
1
dosuwa od „X, Z“ na bezpieczn odległość
2
wytwarza podci cie odpowiednio do parametrów cyklu
3
powraca diagonalnie do punktu startu