1 tryb pracy zarz dzanie narz dziami, Typy narz dzi – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 412
412
7 Tryb pracy Zarz dzanie narz dziami
7.1 T
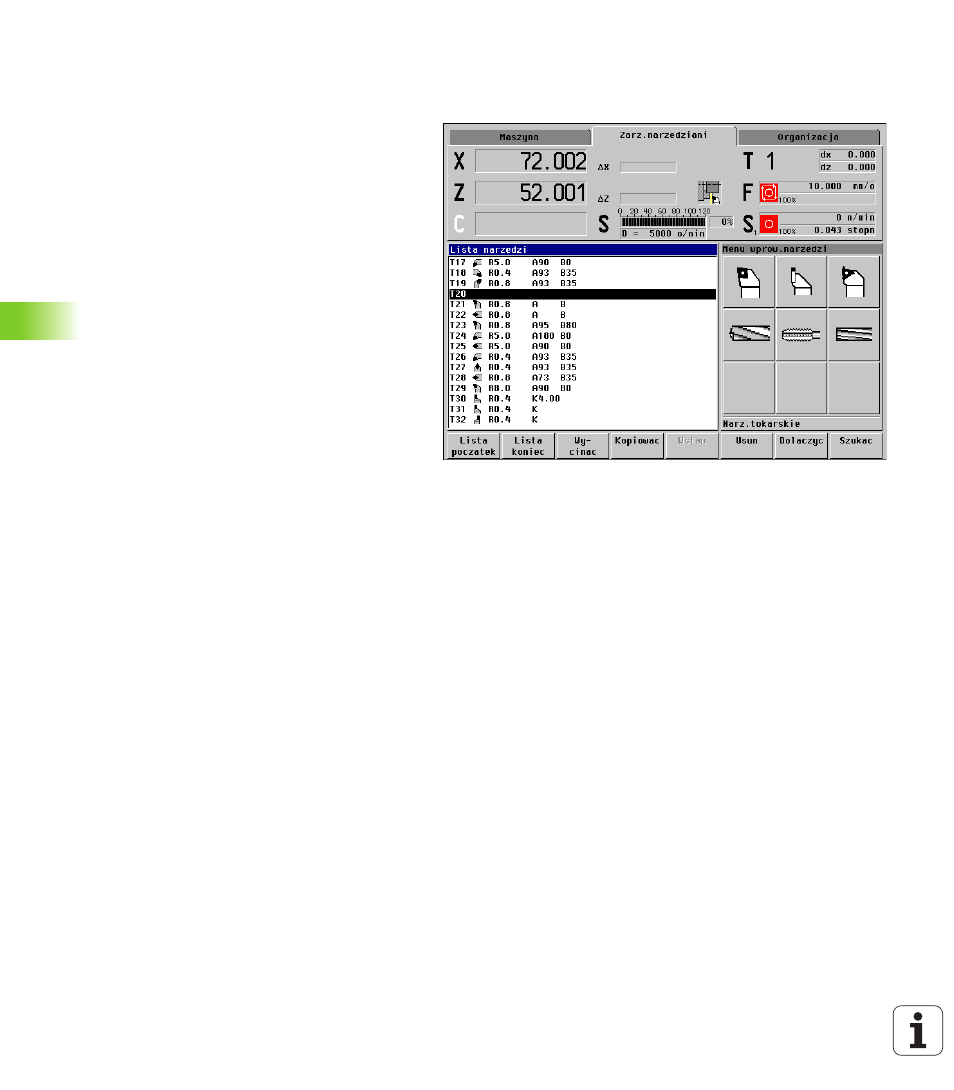
ryb pracy zarzdzanie narzdziami
7.1 Tryb pracy zarz dzanie
narz dziami
Normalnie rzecz bior c operator programuje
współrz dne konturów tak, jak wymiarowany jest
przedmiot na rysunku technicznym. Aby
MANUALplus mógł obliczyć tor sań, kompensacj
promienia ostrza i podział skrawania, należy
wprowadzić wymiary długości, promień ostrza, k t
nastawienia, itd.
MANUALplus zapami tuje do 99 bloków danych
narz dzi, przy czym każdy blok danych narz dzi
oznaczony jest numerem (1...99). Dodatkowy opis
narz dzia ułatwia ponowne znalezienie danych.
W trybie pracy Maszyna znajduj si do dyspozycji
funkcje dla ustalenia wymiarów długości narz dzia
(patrz “Nastawienie narz dzi“ na stronie 54).
Korekcje zużycia zostaj prowadzone oddzielnie. W
ten sposób można w każdej chwili, także podczas
wykonania programu, wprowadzać wartości
korekcji.
Można przyporz dkować narz dziom dane
skrawania (pr dkość obrotowa wrzeciona, posuw),
które zostaj przej te potem „naciśni ciem guzika”
jako parametry cyklu lub dane maszynowe. W ten
sposób ułatwia si prac , ponieważ wartości
skrawania zostaj raz ustalone i zapisane.
Typy narz dzi
Narz dzia do obróbki wykańczaj cej, wiertła,
przecinaki itd. maj najróżniejsze formy. W zwi zku z
tym punkty odniesienia dla ustalenia wymiarów
długości i innych danych narz dzi s różne.
MANUALplus rozróżnia:
Narz dzia tokarskie – grupa ta obejmuje:
Narz dzia obróbki zgrubnej
Narz dzia obróbki wykańczaj cej
Narz dzia do bardzo dokładnego wykańczania
Narz dzia kopiuj ce
Narz dzia grzybkowe
Przecinaki – grupa ta obejmuje:
noże do toczenia poprzecznego
podcinaki
Obcinaki
noże do toczenia poprzecznego
Narz dzia do gwintowania (gwintowniki):
każdy rodzaj gwintownika poza wiertłami do
gwintów