6 cykle gwintowania i podcinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 181
HEIDENHAIN MANUALplus 4110
181
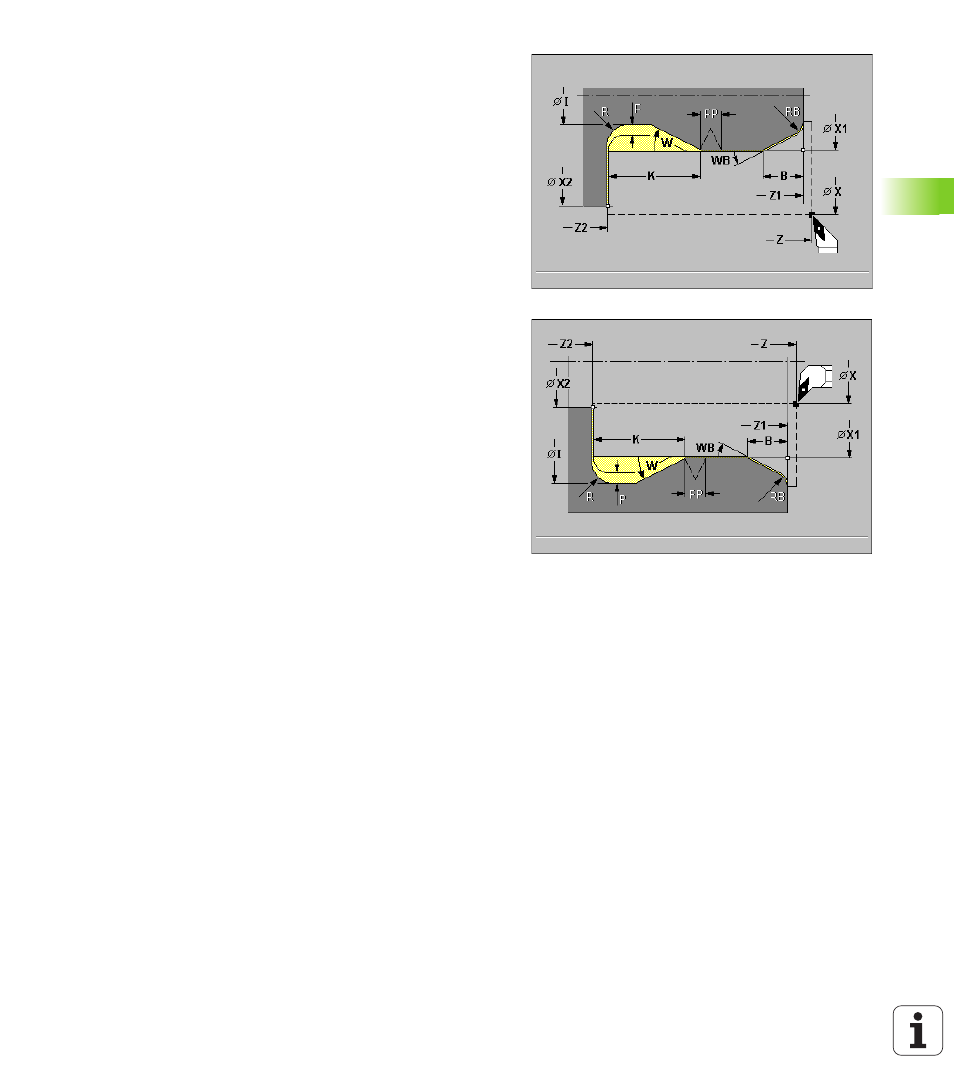
4.6 Cykle gwintowania i podcinania
Parametry, które poda operator zostan uwzgl dnione nawet jeśli
tabela norm przewiduje inne wartości. Parametry podtoczenia, nie
podane przez operatora, MANUALplus zaczerpuje z tabeli norm
(patrz “DIN 76 – parametry podtoczenia“ na stronie 525“):
„Skok gwintu FP“ na podstawie średnicy „X1“
Parametry I, K, W i R na podstawie „FP”
Wykonanie cyklu
1
dosuwa od punktu „X, Z”
na pozycj „punkt startu X1“ lub
dla nacinania gwintu
2
wytwarza naci cie gwintu, jeśli zdefiniowano
3
obrabia cylinder na gotowo do pocz tku podci cia
4
obrabia wst pnie podci cie, jeśli zdefiniowano
5
wytwarza podci cie
6
obrabia na gotowo do „punktu końcowego X2"
7
"bez powrotu". Narz dzie zatrzymuje si w „punkcie
końcowym X2”
"z powrotem". powraca diagonalnie do punktu startu