Zaokr glenie, 3 cykle pojedyńczych przejść – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 96
96
4 Programowanie cykli
4.3 Cykle pojedyńczych przejść
Zaokr glenie
Wybór „pojedyńczych przejść“
Wybór „zaokr glenia“
Softkey z biegiem powrotnym:
Off: narz dzie zatrzymuje si na końcu cyklu
On: narz dzie powraca do punktu startu
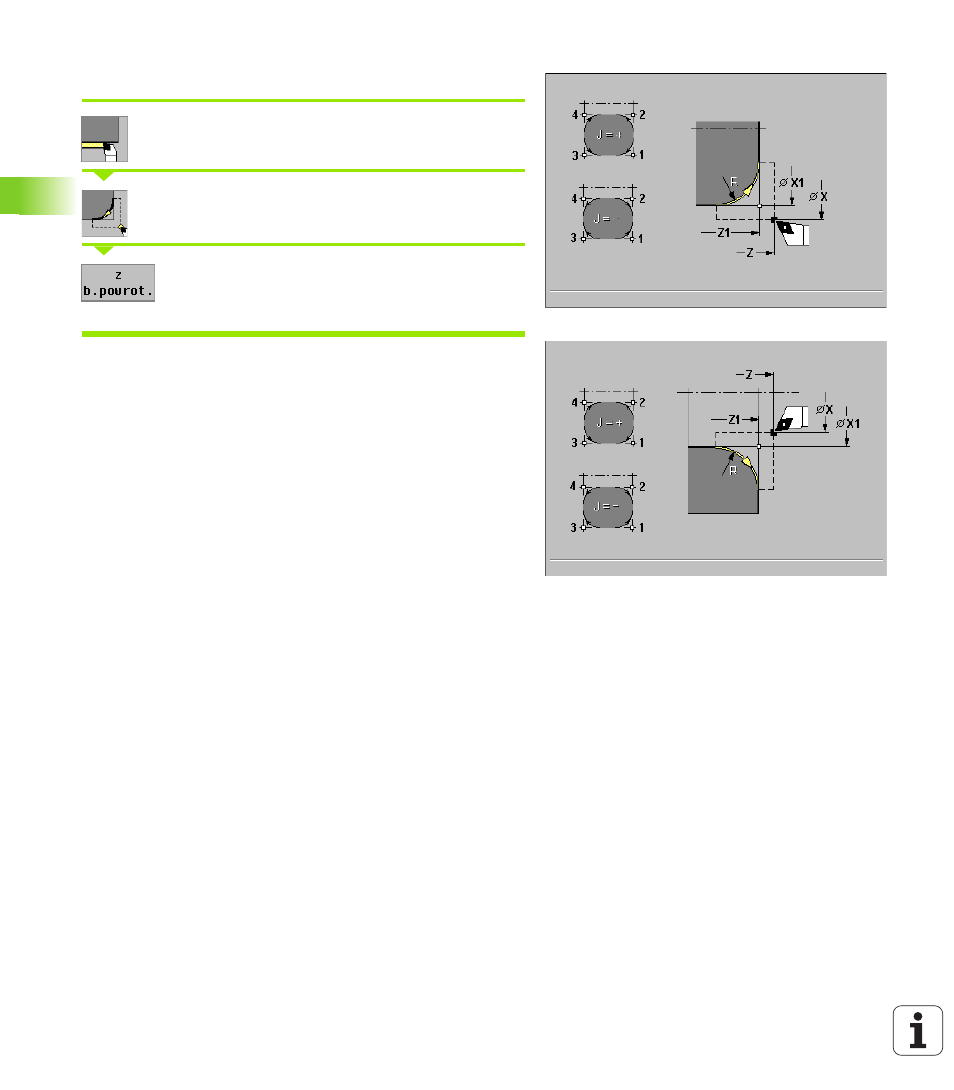
Zaokr glenie
Cykl wytwarza wzgl dnie do naroża konturu wymiarowane
zaokr glenie. Narz dzie zatrzymuje si na końcu cyklu.
Kontur zaokr glenie („z biegiem powrotnym”)
Narz dzie dosuwa si do przedmiotu, wytwarza wymiarowane
wzgl dem naroża konturu zaokr glenie i powraca na końcu cyklu do
punktu startu. Korekcja ostrzy narz dzia zostaje uwzgl dniona
(rysunek po prawej).
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt narożny konturu
R zaokr glenie: promień zaokr glenia
I, K szerokość fazki (w X, Z)
J położenie elementu (patrz rysunek pomocniczy) – default: 1
Położenie wzgl dnie do „X1, Z1“
Znak liczby określa kierunek skrawania
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Wykonanie cyklu przy „ z biegiem powrotnym”
1
oblicza „punkt pocz tkowy i punkt końcowy zaokr glenia“
2
przemieszcza si równolegle do osi od „X, Z“ do punktu
pocz tkowego zaokr glenia“
3
przemieszcza si z posuwem do „punktu końcowego
zaokr glenia”
4
wznosi si i przemieszcza równolegle do osi do punktu startu