15 cykle gwintowania, Uniwersalny cykl gwintowania g31 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 335
HEIDENHAIN MANUALplus 4110
335
6.15 Cykle gwintowania
6.15 Cykle gwintowania
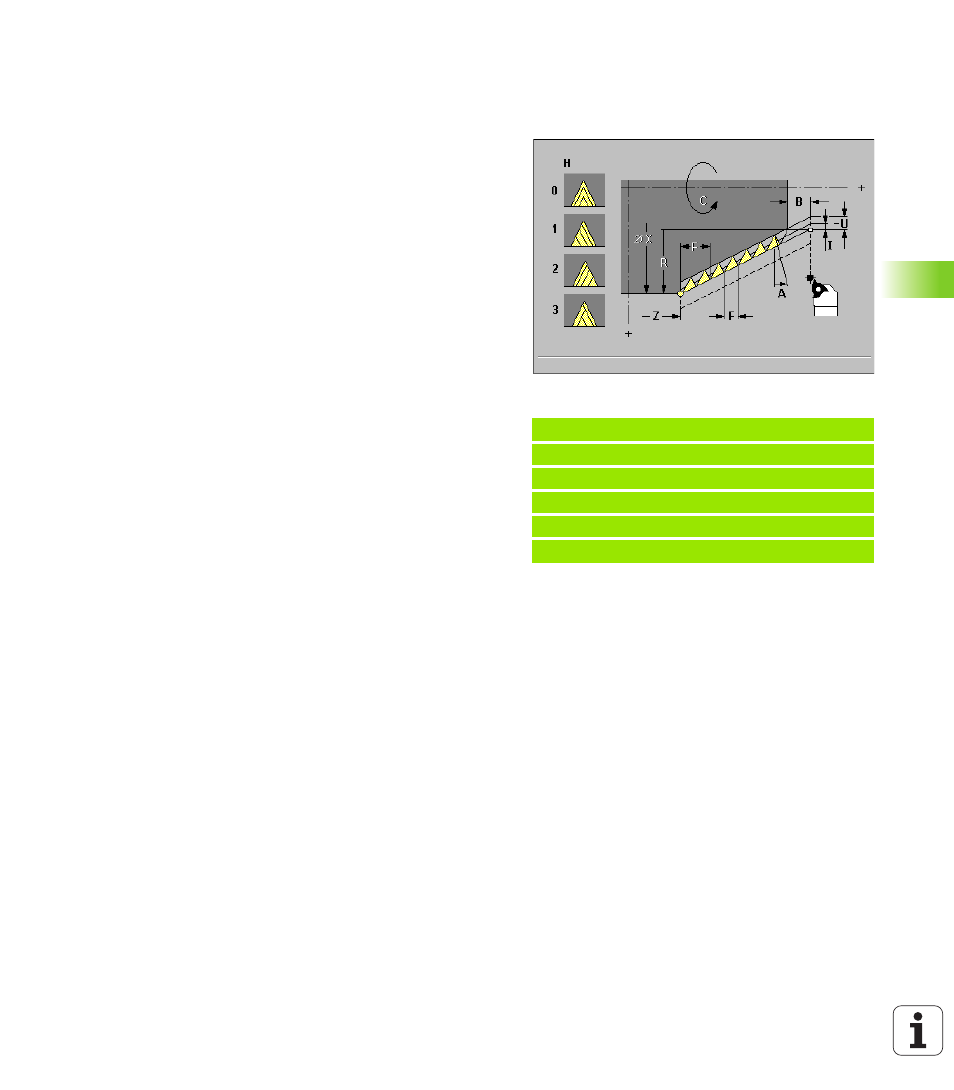
Uniwersalny cykl gwintowania G31
G31 wytwarza gwinty w dowolnym kierunku i położeniu (wzdłużne,
stożkowe lub planowe; gwinty wewn trzne lub zewn trzne). Można
poł czyć ze sob kilka gwintów.
Parametry
X punkt końcowy gwintu (wymiar średnicy)
Z punkt końcowy gwintu
F skok gwintu
U gł bokość gwintu
U>0: gwint wewn trzny
U<=0: gwint zewn trzny (strona wzdłużna lub czołowa)
U= +999 oder –999: gł bokość gwintu zostaje obliczona
I maksymalny dosuw
R różnica promieni (default: 0): różnica pomi dzy średnic
pocz tku gwintu (XA) i końca gwintu (X). R jest ujemne przy
opadaj cym konturze.
R=(X–XA)/2
B długość dobiegu: odcinek, konieczny dla przyśpieszenia na
zaprogramowan pr dkość posuwu
brak zapisu: wewn trzne obliczenie (patrz “Dobieg gwintu/wybieg
gwintu“ na stronie 163)
P długość wybiegu: odcinek dla wyhamowania sań
brak zapisu: wewn trzne obliczenie (patrz “Dobieg gwintu/wybieg
gwintu“ na stronie 163)
A k t wci cia: zakres: 0° < A < 60°
brak zapisu: A=arctan (0,5*F/U)
V rodzaj wci cia (default: 0)
V=0: stały przekrój wióra
V=1: stałe wci cie
V=2: z podziałem pozostałego do wykonania skrawania
V=3: bez podziału pozostałego do wykonania skrawania
H rodzaj przesuni cia (default: 0)
H=0: bez przesuni cia
H=1: przesuni cie od lewej w kierunku dna gwintu
H=2: przesuni cie od prawej w kierunku dna gwintu
H=3 przesuni cie na przemian od prawej/od lewej (zygzak)
Q liczba pustych przejść po ostatnim przejściu (default: 0)
C k t startu: pozycja głównego wrzeciona przy starcie gwintu
(default : 0°)
G31 bez opisu konturu: „X, Z“ zostaje zaprogramowany – gwint
rozpoczyna si od aktualnej pozycji narz dzia i kończy w „punkcie
końcowym X, Z“.
Przykład: G31
%31.nc
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z 50 F1.5 I0.2
KONIEC