Podci cie din 509 e, 6 cykle gwintowania i podcinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 182
182
4 Programowanie cykli
4.6 Cykle gwintowania i podcinania
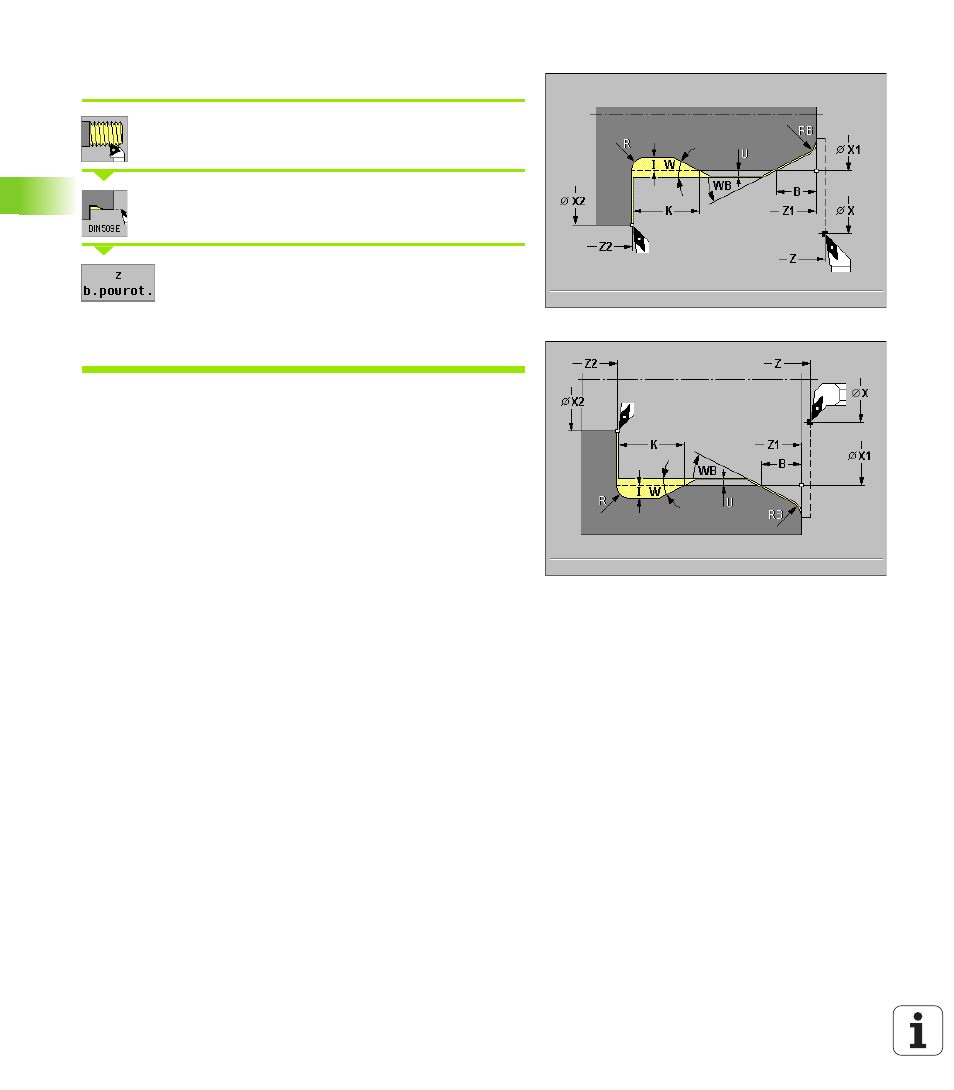
Podci cie DIN 509 E
Wybór „nacinania gwintu“
„Podci cie DIN 509 E” wybrać
Softkey z biegiem powrotnym:
Off: narz dzie zatrzymuje si na końcu cyklu
(ilustracje po prawej)
On: narz dzie powraca do punktu startu (ilustracje
na nast pnej stronie)
Cykl wytwarza podci cie gwintu DIN 509 formy E, naci cie wst pne
gwintu, cylinder i przylegaj c powierzchni planow . Dla tego
obszaru cylindra można zdefiniować naddatek na szlifowanie.
Naci cie cylindra zostanie wykonane, jeśli „B” lub „RB” zostan
podane.
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt startu cylindra
X2, Z2 punkt końcowy powierzchni planowej
E zredukowany posuw dla pogł biania i dla nacinania gwintu –
default: posuw F
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
I gł bokość podtoczenia – default: tabela norm
K długość podtoczenia – default: tabela norm
W k t podtoczenia default: tabela norm
R promień podtoczenia (po obydwu stronach podtoczenia) –
default: tabela norm
B długość naci cia cylindra – default: brak naci cia gwintu
WB k t nacinania – default: 45 °
RB promień nacinania – default: brak promienia nacinania
U naddatek na szlifowanie dla obszaru cylindra – default: 0
Parametry, które poda operator zostan uwzgl dnione nawet jeśli
tabela norm przewiduje inne wartości. Jeśli operator nie poda „I, K,
W i R“, to zostan one ustalone na podstawie średnicy cylindra z
tabeli norm (patrz “DIN 509 E, DIN 509 F – parametry podci cia“ na
stronie 527).