5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 129
HEIDENHAIN MANUALplus 4110
129
4.5 Cykle toczenia poprzecznego
4.5 Cykle toczenia poprzecznego
Kierunki skrawania i dosuwu dla cykli toczenia
poprzecznego
MANUALplus ustala kierunek skrawania i dosuwu na
podstawie parametrów cyklu. Miarodajnymi s :
normalny tryb: parametry „punkt startu X, Z” (tryb
pracy r cznej „momentalna pozycja narz dzia”) i
„pocz tek konturu X1/koniec konturu Z2”
rozszerzony tryb: parametry „punkt pocz tkowy
konturu X1, Z1” i „punkt końcowy konturu X2, Z2”
ICP cykle: parametry „punkt startu X, Z” (tryb
pracy r cznej „momentalna pozycja narz dzia”) i
„punkt startu konturu ICP”
Położenie podci cia
MANUALplus ustala położenie podci cia z
parametrów cyklu "punkt startu X, Z" (tryb pracy
r cznej: "momentalna pozycja narz dzia" ) i "punkt
końcowy konturu X1, Z1".
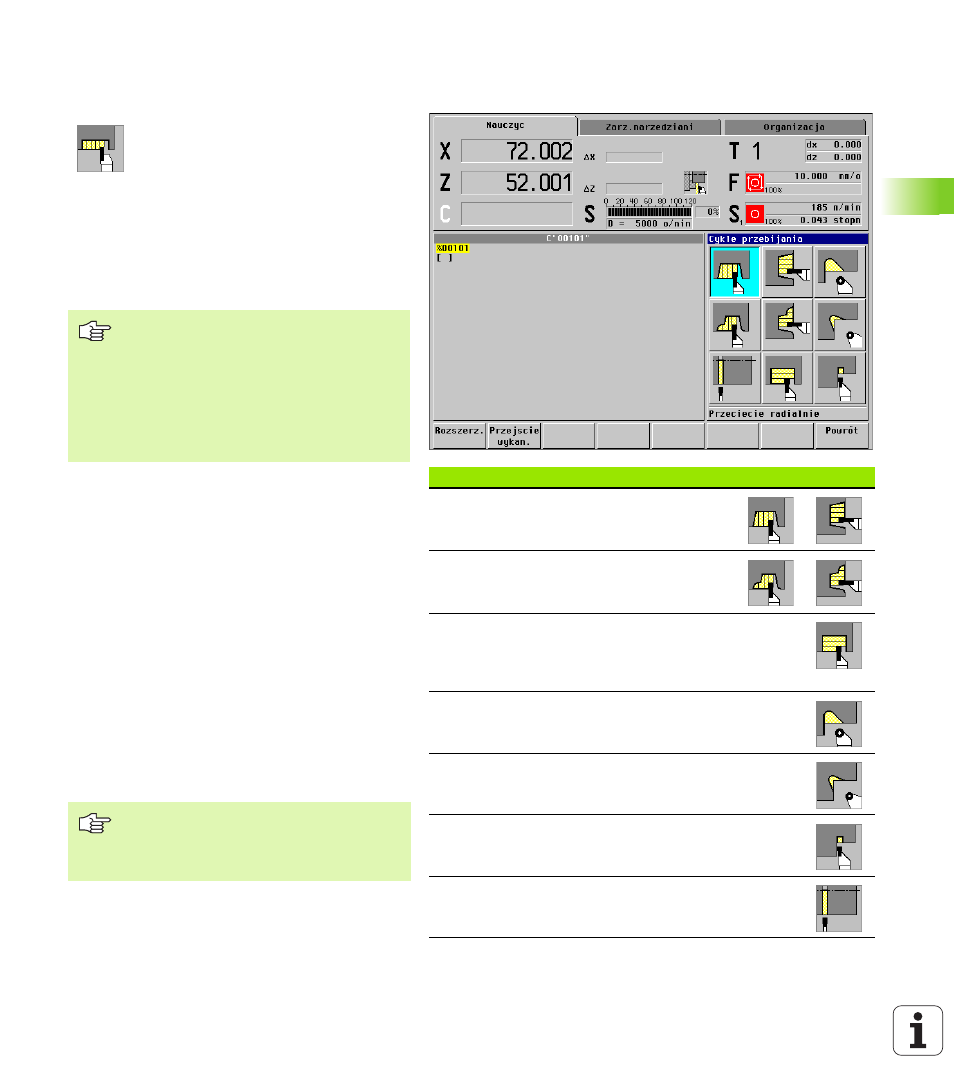
Cykle toczenia poprzecznego
Symbol
Przeci cie radialnie/osiowo
Cykle toczenia poprzecznego i obróbki
wykańczaj cej dla prostych konturów
Przeci cie radialnie/osiowo ICP
Cykle toczenia poprzecznego i obróbki
wykańczaj cej dla dowolnych konturów
Toczenie poprzeczne radialnie/osiowo
Cykle toczenia poprzecznego i obróbki
wykańczaj cej dla prostych i dowolnych
konturów
Podcinanie H
Podci cie „forma H”
Podcinanie K
Podci cie „forma K”
Podcinanie U
Podci cie „forma U”
Obcinanie
Cykl dla obcinania cz ści toczonej
Grupa cykle toczenia poprzecznego
zawiea cykle przecinania, toczenia
poprzecznego, podcinania i obcinania.
Proste kontury obrabiane s w
„normalnym trybie”, kompleksowe
kontury w „rozszerzonym trybie”. ICP
kontury toczenia poprzecznego
obrabiaj dowolne, opisane przy
pomocy „ICP“ kontury (patrz “Kontury
ICP“ na stronie 242).
Rozplanowanie przejść:
MANUALplus oblicza wci cie w
materiał, które <= „gł bokość wci cia
P“ .
Naddatki: w „rozszerzonym trybie“
Korekcja promienia ostrza zostaje
przeprowadzona (wyj tek „podci cie
forma K”).
Podci cia zostaj wykonywane tylko we
współrz dnych prostok tnych, na
równoległych do osi narożach konturu na
osi wzdłużnej.