Zmienne, 26 pr ogramowanie zmiennych – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 397
HEIDENHAIN MANUALplus 4110
397
6.26 Pr
ogramowanie zmiennych
# zmienne
MANUALplus rozróżnia obszary obowi zywania na podstawie
przedziałów cyfr:
#0 .. #45: globalna zmienna
Globalne zmienne pozostaj zachowane po zakończeniu
programu i mog zostać przetwarzane przez nast pny program
NC.
#46 .. #50 zarezerwowana zmienna dla programów
fachowych
nie może zostać używana przez operatora w programie NC
#256 .. #285: lokalna zmienna
obowi zuje tylko w obr bie podprogramu
Czytanie wartości parametrów
Syntax:#1 = PARA(x,y,z)
Informacje w zmiennych
Można odczytać nast puj ce informacje o narz dziach i informacje
NC ze zmiennych (patrz tabele po prawej i na nast pnej stronie).
Przykład: „# zmienna”
. . .
N.. #1=PARA(1,7,2) [czyta „wymiar
maszynowy 1 Z“ w zmiennej #1 ]
N.. . . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
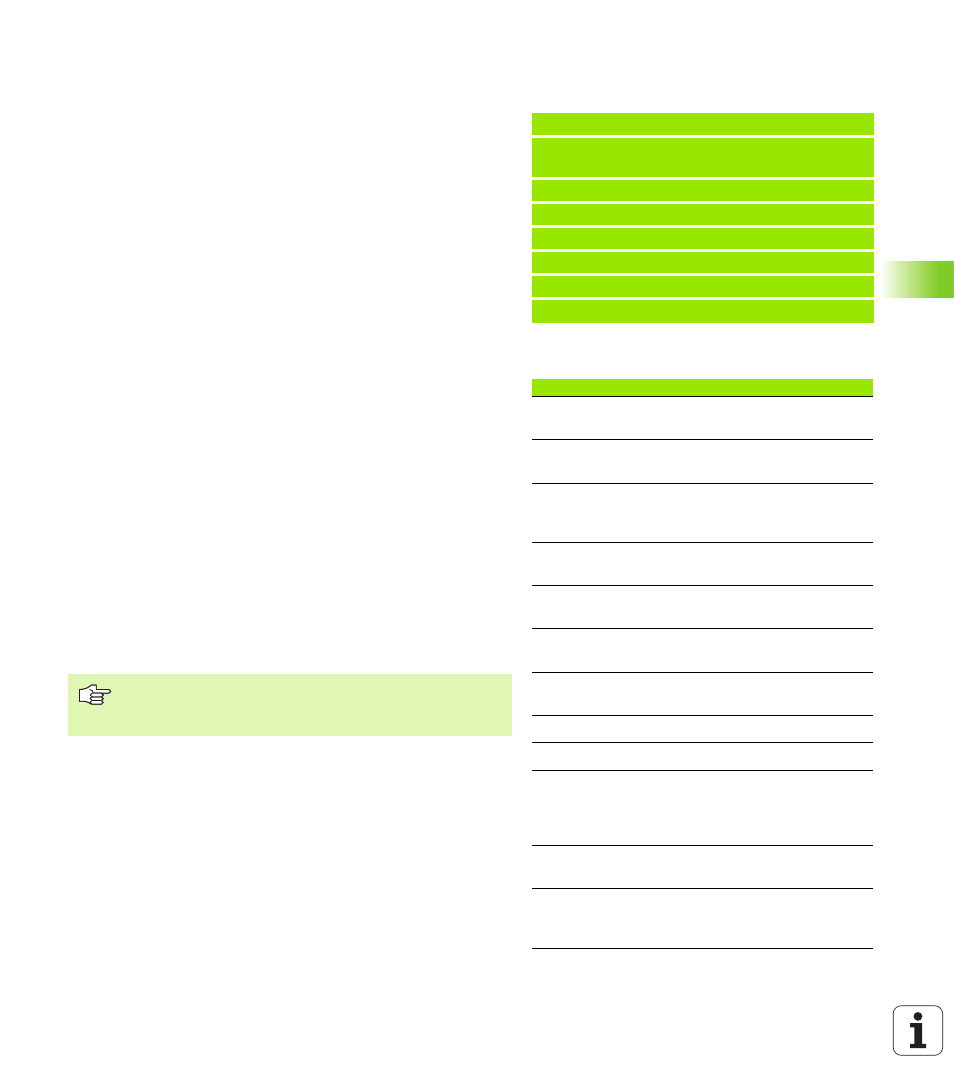
# zmienna
Informacje NC
#768, #770 ostatnia zaprogramowana pozycja X
(wymiar promienia), Z
#771
ostatnia zaprogramowana pozycja C
[°]
#774
Status SRK/FRK
40: G40 aktywne; 41: G41 aktywne;
42: G42 aktywne
#776
aktywne korekcje zużycia (G148)
0: DX, DZ; 1: DS, DZ; 2: DX, DS
#778
Jednostka miary: 0=metrycznie;
1=cale
#785, #786 Odst p ostrze narz dzia – punkt
bazowy sań Z,X
#787
Srednica referencyjna obróbka
powierzchni bocznej (G120)
#791..#792 G57 naddatki X, Z
#793
G58 naddatek P
#794..#795 Szerokość ostrzy w X, Z, o któr
zostanie przesuni ty punkt
odniesienia narz dzia przy G150/
G151
#796
Numer wrzeciona, dla którego
zosta zaprogramowany posuw
#797
Numer wrzeciona, dla którego
została zaprogramowana ostatnio
pr dkość obrotowa
x = grupa parametrów
1: Parametry maszynowe
2: Parametry sterowania
3: Parametry nastawienia
4: Parametry obróbki
5: PLC parametr
y = numer parametru
z = subnumer parametru
Dane o położeniu i wymiarach s zawsze metryczne
także, jeśli zostaje wykonywany program NC zapisany w
calach.