Cykl podci cia g85, 16 cykle podcicia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 345
HEIDENHAIN MANUALplus 4110
345
6.16 Cykle podcicia
Cykl podci cia G85
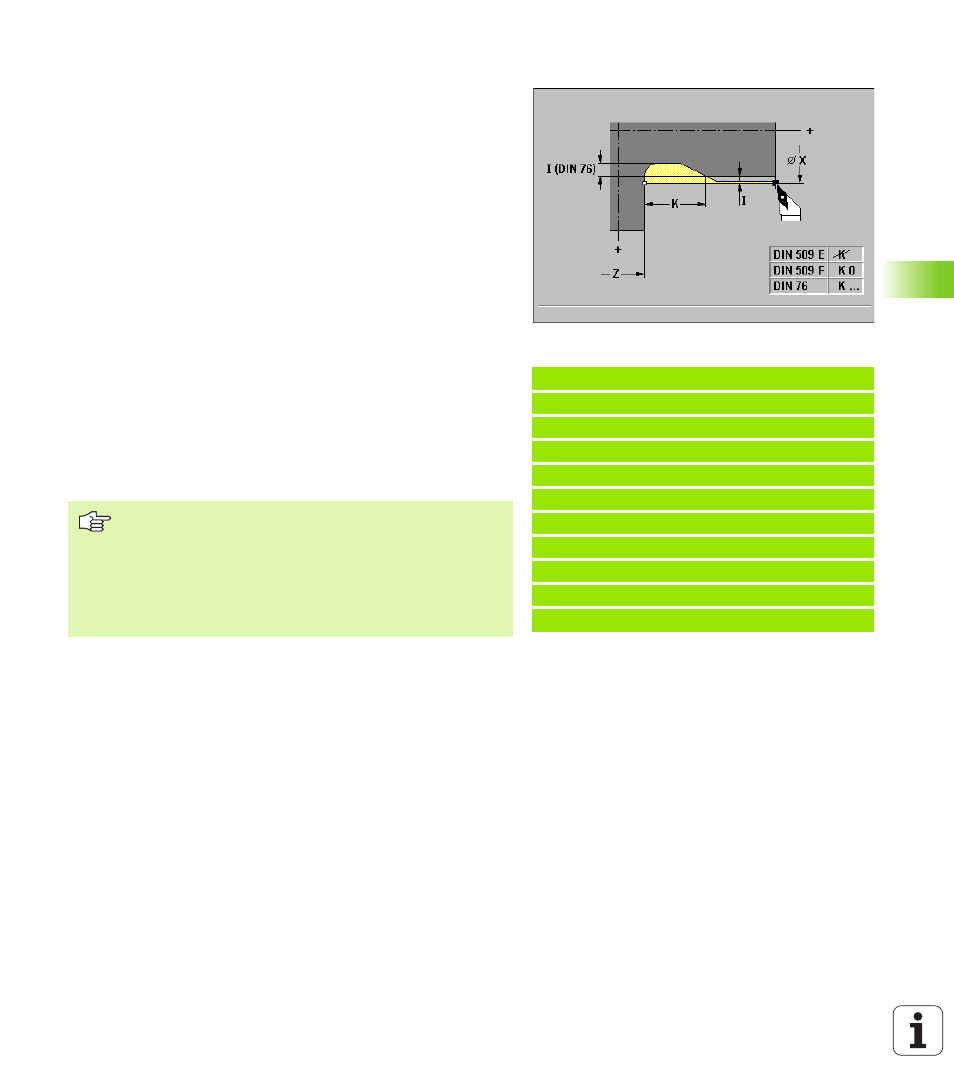
G85 wytwarza podci cia zgodnie z DIN 509 E, DIN 509 F i DIN 76
(swobodne nacinanie gwintów). Wysuni ty cylinder zostaje
obrabiany, jeśli narz dzie zostaje wypozycjonowane na średnicy
cylindra „przed” cylindrem. Jeśli narz dzie nie znajduje si na
pocz tku cyklu na średnicy cylindra, dosuwa si diagonalnie, aby
wykonać podci cie.
Parametry
X punkt docelowy (wymiar średnicy)
Z punkt docelowy
I naddatek na szlifowanie/gł bokość
DIN 509 E, F: Schleifaufmaß (default: 0)
DIN 76: Freistichtiefe
K długość podci cia (i typ podci cia)
brak zapisu: podci cie DIN 509 E
K=0: podci cie DIN 509 F
K>0: długość podci cia dla DIN 76
E zredukowany posuw: dla wytwarzania podci cia (default:
aktywny posuw)
Parametry podci cia zostaj obliczone na podstawie średnicy
cylindra (patrz tabele).
Przykład: G85
%85.nc
[G85]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z 30 I0.3
N4 G1 X80
N5 G85 X80 Z 40 K0
N6 G1 X100
N7 G85 X100 Z 60 I1.2 K6 E0.11
N8 G1 X110
KONIEC
Podci cie zostaje wykonywane tylko w prostok tnych,
równoległychdo osi narożach konturu na osi
wzdłużnej.
Korekcja promienia ostrza: nie zostaje
przeprowadzona – operator może programować SRK z
G41/42 i za pomoc G40 ponownie wył czyć.
Naddatki: nie zostaj wliczone