Dodatkowe nacinanie gwintu stożkowego, 6 cykle gwintowania i podcinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 176
176
4 Programowanie cykli
4.6 Cykle gwintowania i podcinania
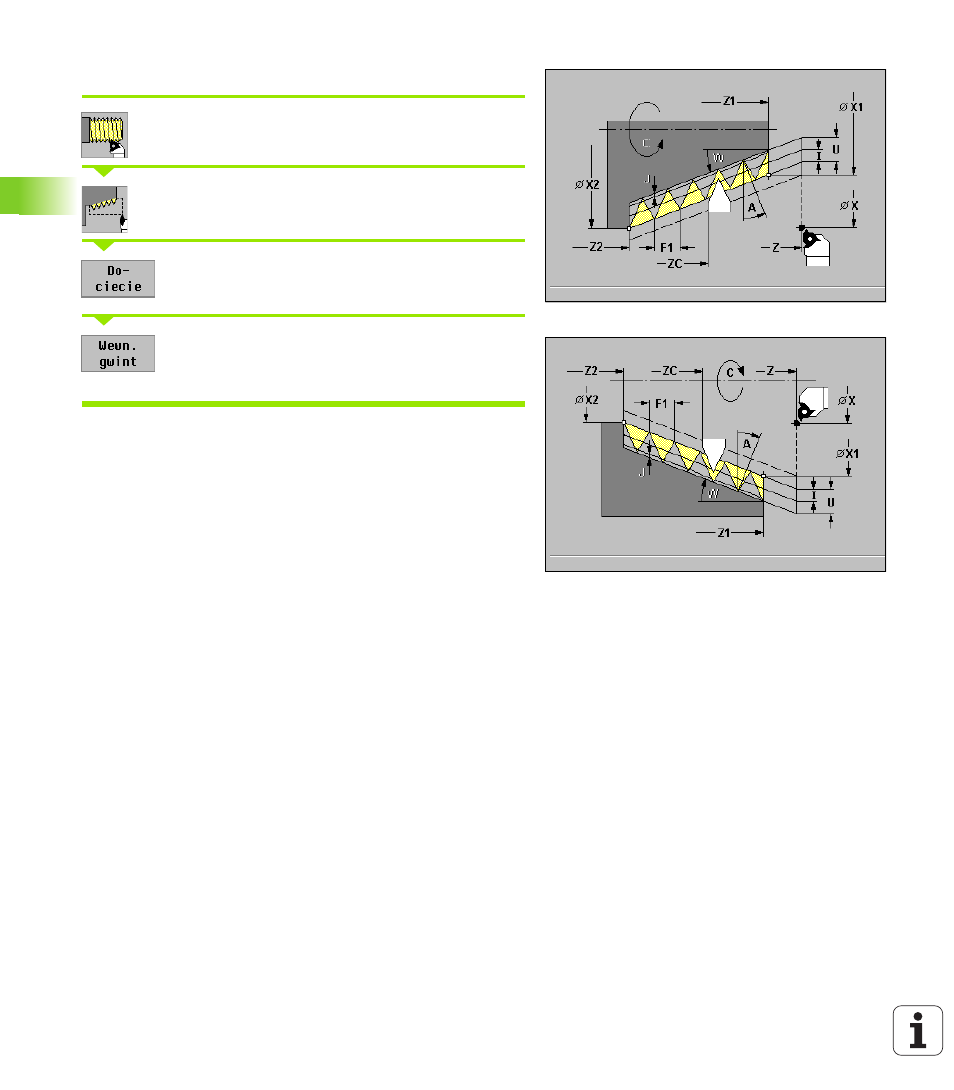
Dodatkowe nacinanie gwintu stożkowego
Wybór „nacinania gwintu“
„Gwint stożkowy“ wybrać
Przejście dodatkowe wł czyć
Softkey gwint wewn trzny
On: gwint wewn trzny
Off: gwint zewn trzny
Cykl nacina dodatkowo jednozwojowy lub wielozwojowy gwint
stożkowy zewn trzny lub wewn trzny. Ponieważ obrabiany
przedmiot już został rozmocowany, MANUALplus musi znać
dokładne położenie gwintu. Prosz w tym celu ustawić wierzchołek
ostrza gwintownika po środku zwoju gwintu i przej ć to położenie do
parametrów „C” i „ZC” (softkey przej cie pozycji). Cykl oblicza z tej
wartości k t wrzeciona w „punkcie startu Z”.
Parametry cyklu
X1, Z1 punkt startu gwintu (bez rozbiegu)
X2, Z2 punkt końcowy gwintu (bez wybiegu)
C zmierzony k t
ZC zmierzona pozycja
F1 skok gwintu (= posuw)
U gł bokość gwintu
brak zapisu: zostanie obliczona
Gwint zewn trzny: U=0.6134*F1
Gwint wewn trzny: U=–0.5413*F1
I 1 gł bokość przejścia
I<U: pierwsze przejście z „I“ – każde dalsze przejście:
zredukowana gł bokość przejścia do "J"
I=U: jedno przejście
brak zapisua: zostaje obliczona z U i F1
A k t wci cia (default: 30°):
Zakres: –60° < A < 60°
A<0: dosuw od lewego boku zarysu gwintu
A>0: dosuw od prawego boku zarysu gwintu
W k t stożkowy: zakres: –60° < A < 60°
J gł bokość wykończenia – default: 1/100 mm