6 cykle gwintowania i podcinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 162
162
4 Programowanie cykli
4.6 Cykle gwintowania i podcinania
4.6 Cykle gwintowania i
podcinania
Położenie gwintu
MANUALplus ustala kierunek gwintu na podstawie
parametrów cyklu "pozycja startu Z" (obróbka
r czna „momentalna pozycja narz dzia”) i „punkt
końcowy Z2”. Operator nastawia przy pomocy
klawisza funkcyjnego, czy ma zostać wykonany gwint
zewn trzny czy też wewn trzny.
Położenie podci cia
MANUALplus ustala położenie podci cia z
parametrów cyklu "punkt startu X, Z" (tryb pracy
r cznej: momentalna pozycja narz dzia ) i punkt
startu cylindra X1/ punkt ko cowy powierzchni
planowej Z2".
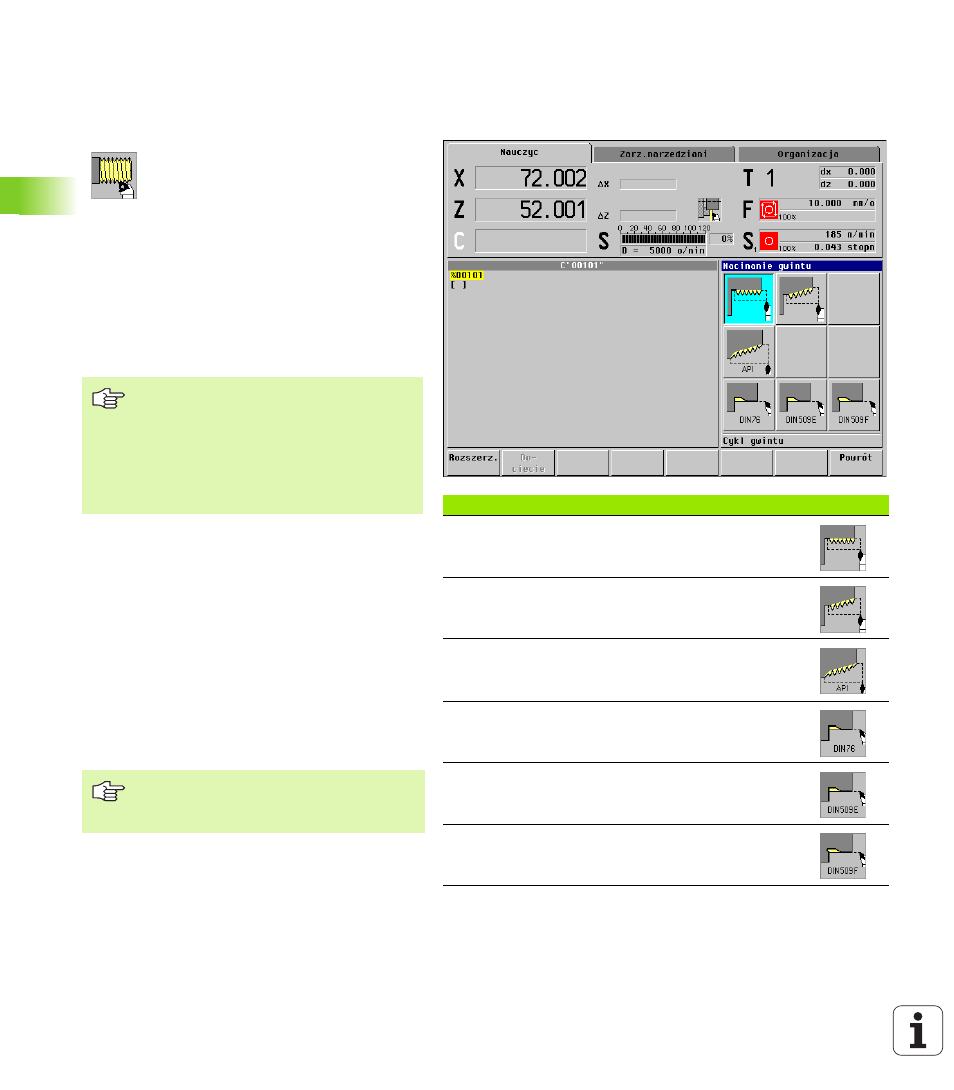
Cykle gwintowania i podcinania
Symbol
Cykl gwintowania
gwint podłużny jedno lub wielozwojowy
Gwint stożkowy
jedno lub wielozwojowy gwint stożkowy
API gwint
jedno lub wielozwojowy API gwint (API: American
Petroleum Institut)
Podci cie DIN 76
Podci cie gwintu i naci cie gwintu
Podci cie DIN 509 E
Podci cie i nacinanie cylindra
Podci cie DIN 509 F
Podci cie i nacinanie cylindra
Przy pomocy cykli gwintowania i
podcinania wytwarza si jednozwojowe
i wielozwojowe gwinty podłużne oraz
stożkowe jak i podci cia.
W trybie obsługi r cznej operator
może:
powtórzyć „ostatnie przejście“, dla
skorygowania niedokładności
narz dzia.
z „dodatkowe nacinanie gwintu“
naprawić uszkodzony gwint.
Gwinty s wytwarzane ze stał
pr dkości obrotow .
„Cykl stop” działa na końcu nacinania
gwintu
Override (narzucanie zmiany) posuwu i
wrzeciona nie działa podczas
wykonywania cyklu.
Podci cie może zostać wykonane tylko w
prostok tnym, równoległym do osi
narożu konturu na osi wzdłużnej.