5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 147
HEIDENHAIN MANUALplus 4110
147
4.5 Cykle toczenia poprzecznego
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
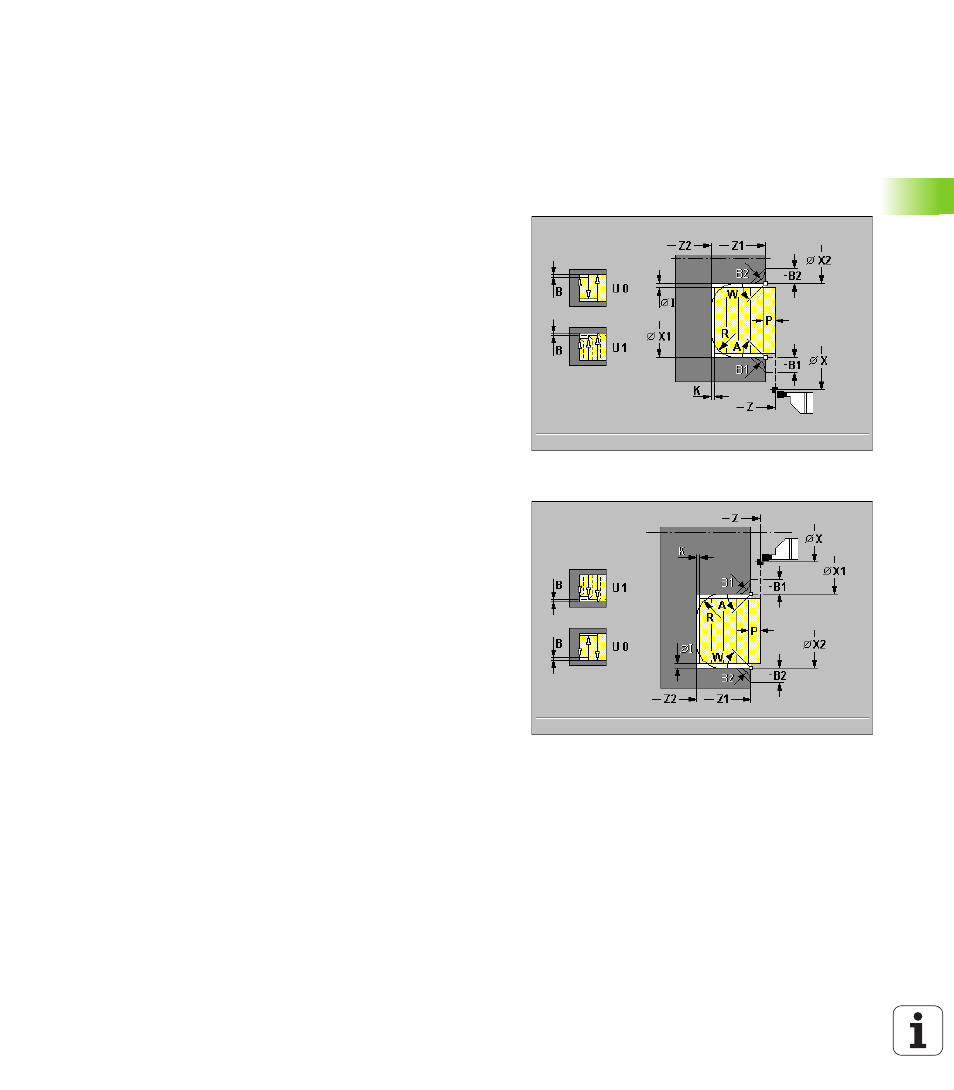
B szerokość wzajemnego przesuni cia – default: 0
U obróbka toczeniem jednokierunkowa – default: 0
U=0: dwukierunkowo
U=1: jednokierunkowo (kierunek: patrz rysunek pomocniczy)
I, K naddatek X, Z
Przy pomocy nast puj cych wybieralnych parametrów operator
definiuje:
A:
powierzchnia ukośna na pocz tku konturu
W:
powierzchnia ukośna na końcu konturu
R:
zaokr glenie (w obydwu narożach doliny konturu)
B1:
fazka/zaokr glenie na pocz tku konturu
B2:
fazka/zaokr glenie na końcu konturu
Wykonanie cyklu
1
oblicza podział przejść
2
dosuwa od punktu startu „X,Z” dla pierwszego przejścia
3
podcina (obróbka toczeniem poprzecznym)
4
skrawa prostok tnie do kierunku podcinania (obróbka
toczeniem)
5
powtarza 3...4, aż „punkt końcowy konturu Z2/X2” zostanie
osi gni ty
6
podtacza fazk /zaokr glenie na pocz tku/końcu konturu, jeśli
zdefiniowano
7
powraca równolegle do osi do punktu startu