5 punkty odniesienia maszyny (bazy), Punkt zerowy maszyny, Punkt zerowy obrabianego przedmiotu – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 27: Punkt referencyjny
HEIDENHAIN MANUALplus 4110
27
1.5 Punkty odniesienia maszyny (bazy)
1.5 Punkty odniesienia maszyny
(bazy)
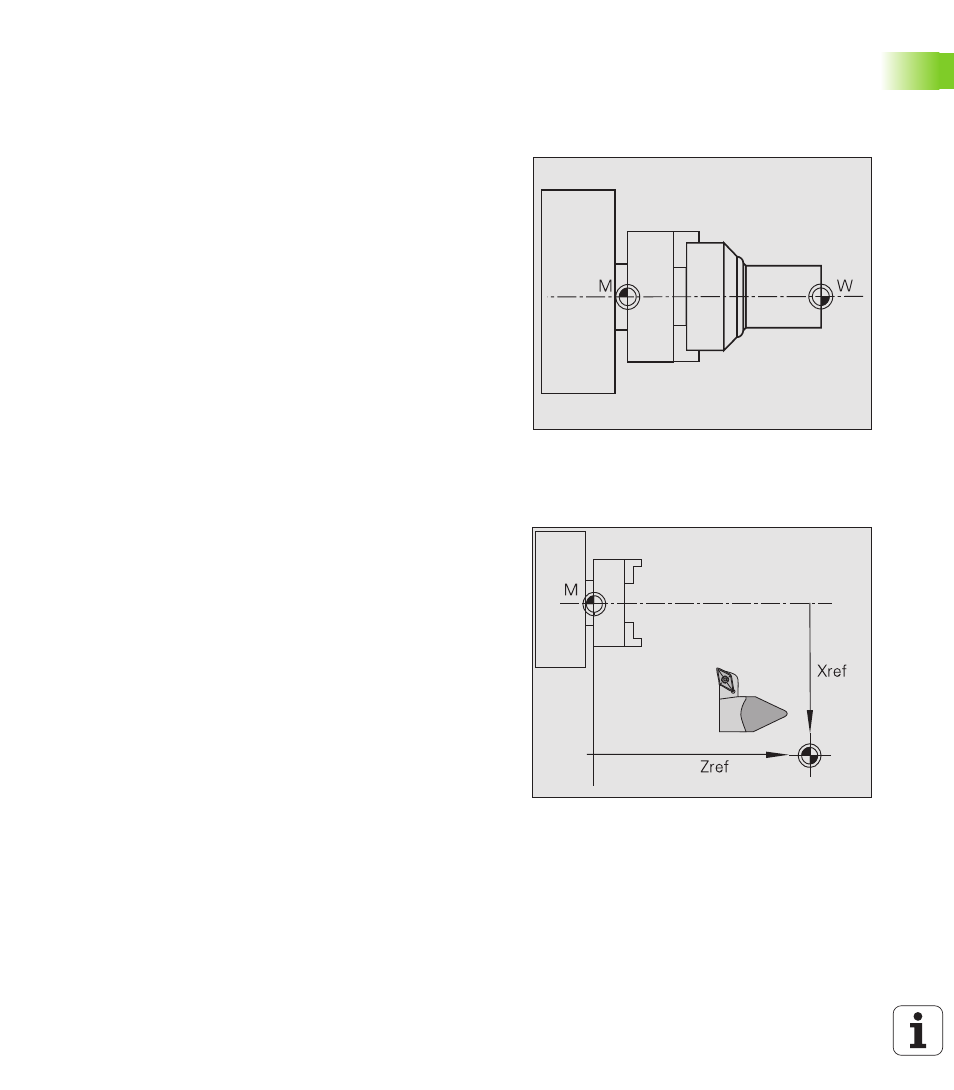
Punkt zerowy maszyny
Punkt przeci cia osi X i Z zostaje nazywany "punktem zerowym
maszyny". Na tokarce jest to z reguły punkt przeci cia osi wrzeciona
i płaszczyzny wrzeciona. Liter oznaczenia jest „M“ (rysunek po
prawej u góry).
Punkt zerowy obrabianego przedmiotu
Dla obróbki przedmiotu prościej jest, tak wyznaczyć punkt
odniesienia na obrabianym przedmiocie, jak wymiarowano rysunek
przedmiotu. Ten punkt zostaje nazywany "punktem zerowym
obrabianego przedmiotu". Liter oznaczenia jest „W” (rysunek po
prawej na środku).
Punkt referencyjny
Zależy od używanego przyrz du pomiarowego, czy sterowanie przy
wył czeniu "zapomina" swoj pozycj . Jeśli to ma miejsce, to należy
po wł czniu MANUALplus przejechać stałe punkty referencyjne.
System zna odległości punktów referencyjnych od punktu zerowego
maszyny (rysunek po prawej u dołu).