1 din programowanie, 1 dinpr ogramowan ie 6.1 din programowanie – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 278
278
6 DIN programowanie
6.1 DINpr
ogramowan
ie
6.1 DIN programowanie
Struktura programu i wierszy oparta jest na normie
DIN 66025 (dlatego też „programowanie DIN”).
MANUALplus wspomaga DIN programy i DIN
makrosy.
DIN programy s „samodzielnymi” programami
NC. To oznacza, zawieraj one wszystkie polecenia
przemieszczenia i przeł czenia, konieczne dla
wytwarzania przedmiotu.
DIN makrosy zostaj wł czone do programów
cykli. One „nie s samodzielne”, lecz rozwi zuj
pewne zadanie w obr bie programu cyklicznego.
Zależy od postawionych zadań przed operatorem,
jak używa on DIN makrosów. Także dla DIN
makrosów znajduje si pełny zakres poleceń do
dyspozycji. Poniżej mowa jest o "DIN programach"
lub "NC programach" programy lub makrosy nie
zostan dalej odróżniane.
Testowanie DIN programów i DIN makrosów
Operator testuje DIN programy i DIN makrosy przy
pomocy symulacji graficznej. W przypadku DIN
makrosów jest to możliwe w ramach programowania
cykli. W przypadku DIN programów należy przejść
do „przebiegu programu” i wywołać symulacj .
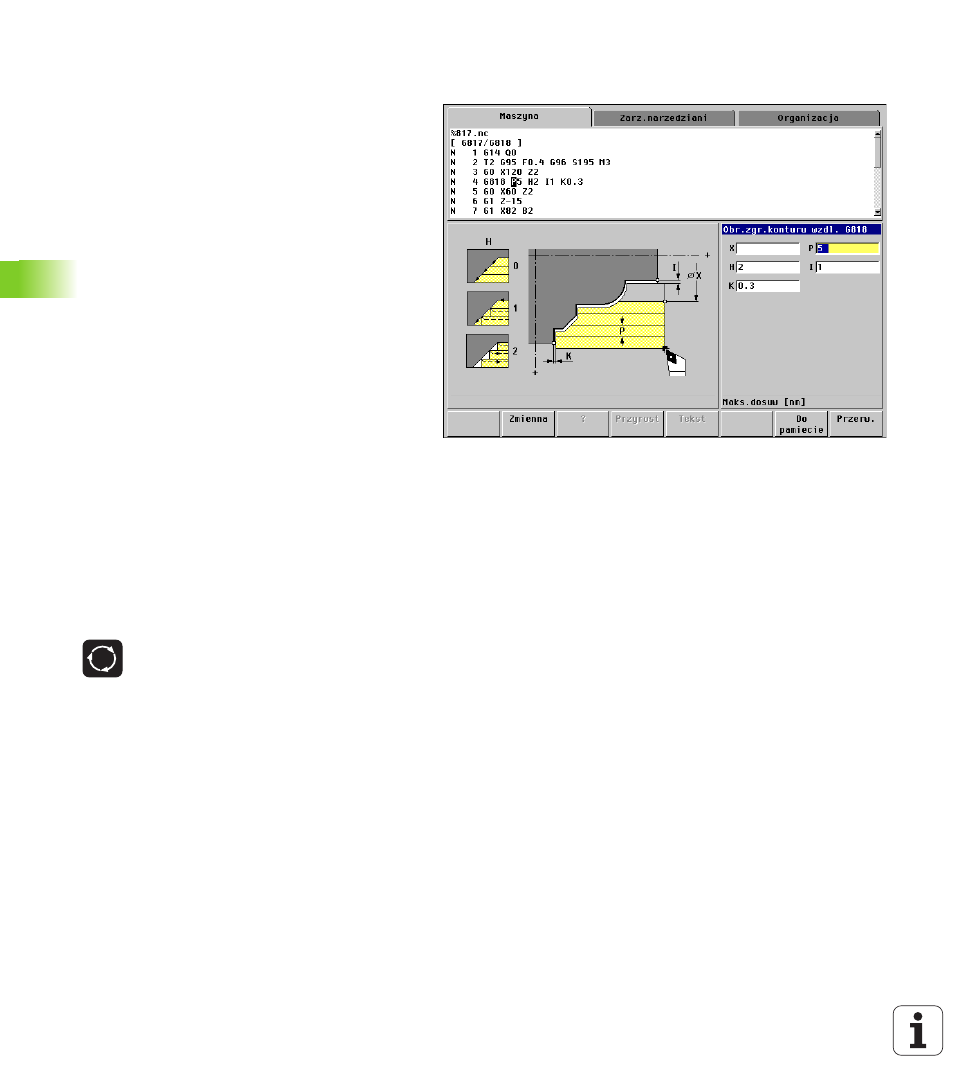
Rysunki pomocnicze
Rysunki pomocnicze objaśniaj funkcjonalność i
parametry przy poleceniach przemieszczenia i
cyklach. Pokazuj one z reguły obróbk zewn trzn .
Przy pomocy „klawisza z pierścieniem” przeł czamy
do rysunku pomocniczego dla obróbki wewn trznej,
przy pomocy "klawisza z
pierścieniem" przeł czamy
pomi dzy rysunkami pomocniczymi
dla obróbki zewn trznej i/lub
wewn trznej.
Wskazówki do prezentacji na rysunkach
pomocniczych:
kreskowana linia:droga biegu szybkiego
linia ci gła: droga posuwu
Linia wymiarowa z jednostronn strzałk
wymiarow :
„ustawiony wymiar“ – znak liczby określa kierunek
Linia wymiarowa z dwustronn strzałk
wymiarow :
„wymiar absolutny“ – znak liczby jest bez
znaczenia