9 przesuni cia punktu zerowego, Przesuni cie punktu zerowego g51 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 305
HEIDENHAIN MANUALplus 4110
305
6.9 Przesunicia punktu zer
o
wego
6.9 Przesuni cia punktu
zerowego
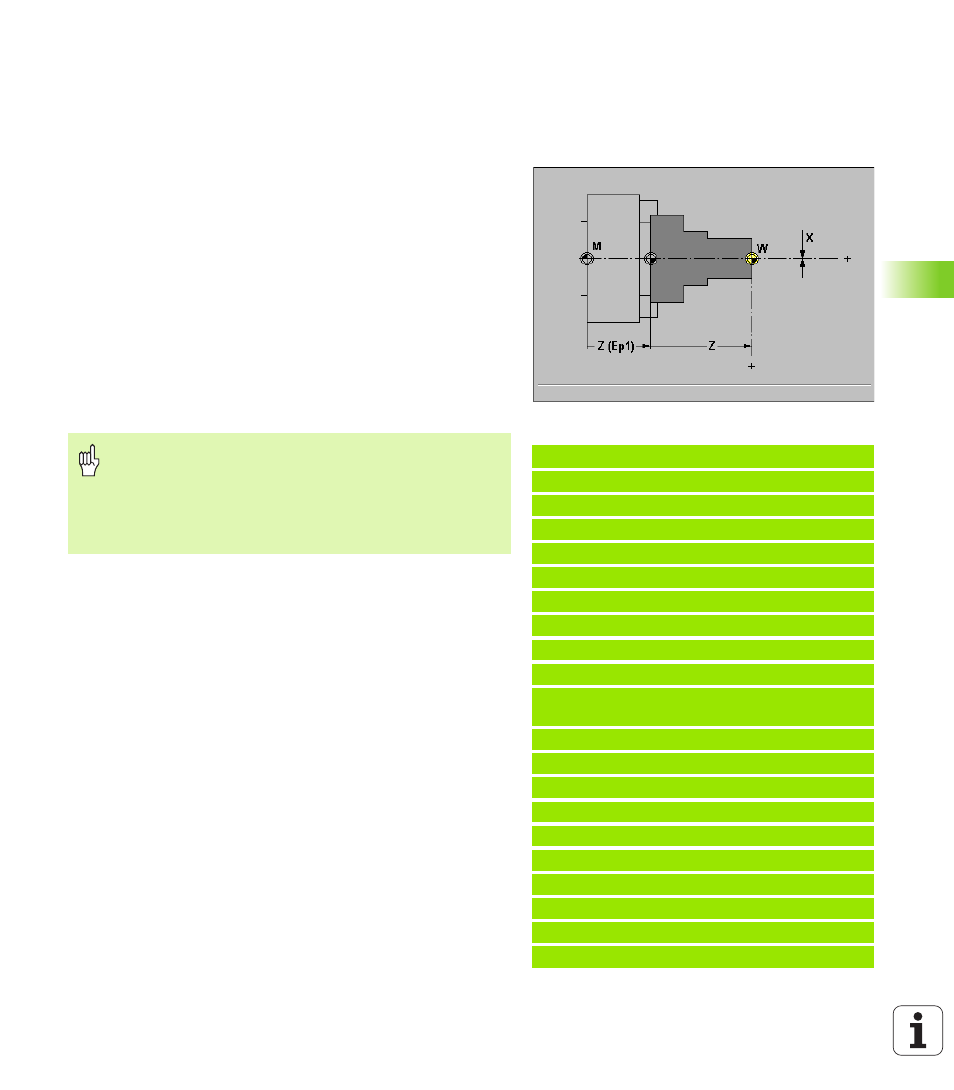
Przesuni cie punktu zerowego G51
G51 przesuwa punkt zerowy obrabianego przedmiotu o „Z” (lub „X”).
Przesuni cie odnosi si do zdefiniowanego w trybie nastawienia
punktu zerowego obrabianego przedmiotu (patrz “Punkt zerowy
obrabianego przedmiotu zdefiniować“ na stronie 50).
Nawet jeśli programujemy kilkakrotnie G51, to punktem odniesienia
pozostaje zdefiniowany w trybie nastawiania punkt zerowy
obrabianego przedmiotu.
Zdefiniowane z G51 przesuni cie punktu zerowego jest ważne do
końca programu, albo jeśli zostanie ono anulowane poprzez inne
przesuni cie punktu zerowego.
Parametry
X przesuni cie (wymiar średnicy)
Z przesuni cie
Przykład: G51
%51.nc
[G51]
N1 T30 G95 F0.25 G96 S200 M3
N2 G0 X62 Z 15
N3 G862 Q0
N4 G0 X60 Z 19.2327
N5 G3 X58.5176 Z 20.1986 R1 I 1 K0
N6 G1 X48 Z 21.6077 B1
N7 G1 Z 28.3923 B1
N8 G1 X58.5176 Z 29.8014
N9 G3 X60 Z 30.7673 R1 I 0.2588 K
0.9659
N10 G80
N11 G51 Z 28
N12 G0 X62 Z 15
N13 G862 Q0
N14 G0 X60 Z 19.2327
N.. . . .
N.. G80
N.. G51 Z 56
N.. . . .
KONIEC
Uwaga niebezpieczeństwo kolizji
Programowanie cykli: w makrosach DIN przesuni cie
punktu zerowego zostaje zresetowane przy końcu cyklu.
Dlatego też prosz nie używać makrosów DIN z
przesuni ciami punktu zerowego w programowaniu
cykli.