6 wymiary narz dzi, Wymiary długości narz dzi, Korekcje narz dzia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 28: Kompensacja promienia ostrza (srk), 6 wymiary narzdzi 1.6 wymiary narz dzi
28
1 Wprowadzenie i podstawowe zagadnienia
1.6 Wymiary narzdzi
1.6 Wymiary narz dzi
MANUALplus wymaga dla pozycjonowania osi, dla obliczania
kompensacji promienia ostrzy, dla wyliczania podziału przejść w
cyklach itd. danych o narz dziach.
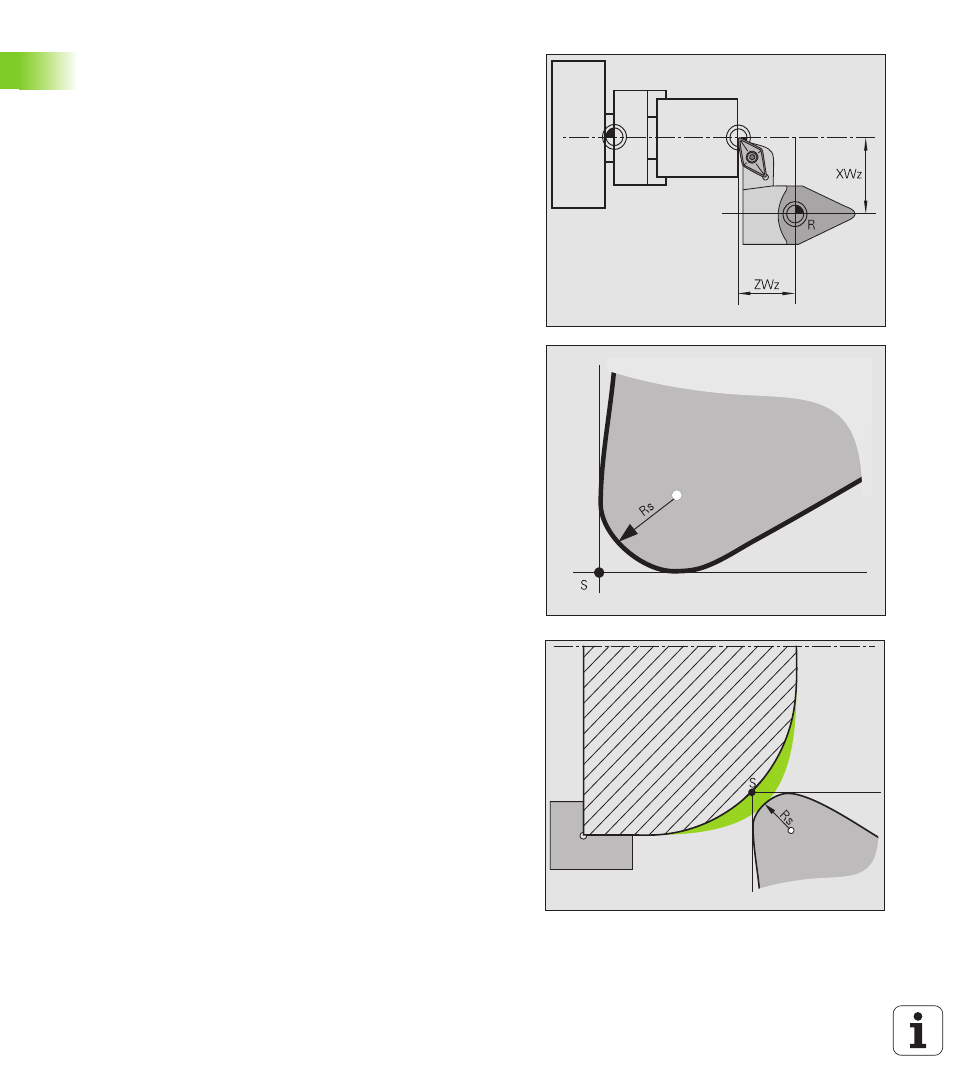
Wymiary długości narz dzi
Wszystkie zaprogramowane i wyświetlone wartości pozycji odnosz
si do odst pu wierzchołka ostrza narz dzia od punkt zerowego
obrabianego przedmiotu. W systemie znane jest jednakże tylko
absolutne położenie suportu narz dziowego. Dla ustalenia i
wyświetlenia pozycji ostrza narz dzia MANUALplus wymaga
wymiarów XWz i ZWz (rysunek po prawej u góry).
Korekcje narz dzia
Ostrze narz dzia zużywa si w trakcie skrawania. Aby
skompensować to zużycie, MANUALplus prowadzi spis wartości
korekcji. Zarz dzanie wartościami korekcji nast puje niezależnie od
wymiarów długości. System dodaje te wartości do wymiarów
długości.
Kompensacja promienia ostrza (SRK)
Narz dzia tokarskie posiadaj na wierzchołku narz dzia określony
promień. W ten sposób dochodzi przy obróbce stożków, fazek i
promieni do odchyleń, które mog zostać zniwelowane przez
MANUALplus poprzez kompensacj promienia ostrza.
Zaprogramowane odcinki przemieszczenia odnosz si do
teoretycznego wierzchołka narz dzia S (rysunek po prawej na
środku). W przypadku nierównoległych do osi konturów wyst puj w
ten sposób niedokładności.
SRK oblicza nowy odcinek przemieszczenia, ekwidystant , dla
skompensowania tego bł du (rysunek po prawej u dołu).
MANUALplus oblicza SRK przy programowaniu cykli. W ramach
programowania DIN uwzgl dniana jest również SRK w cyklach
skrawania. W przypadku programowania DIN można dodatkowo
SRK wł czyć/wył czyć, jeśli pracujemy z pojedyńczymi drogami
przemieszczenia.