Obróbka zgrubna konturu plan g827 / g828, 11 cykle toczenia zwizane z przebiegiem konturu – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 314
314
6 DIN programowanie
6.11 Cykle toczenia zwizane z przebiegiem konturu
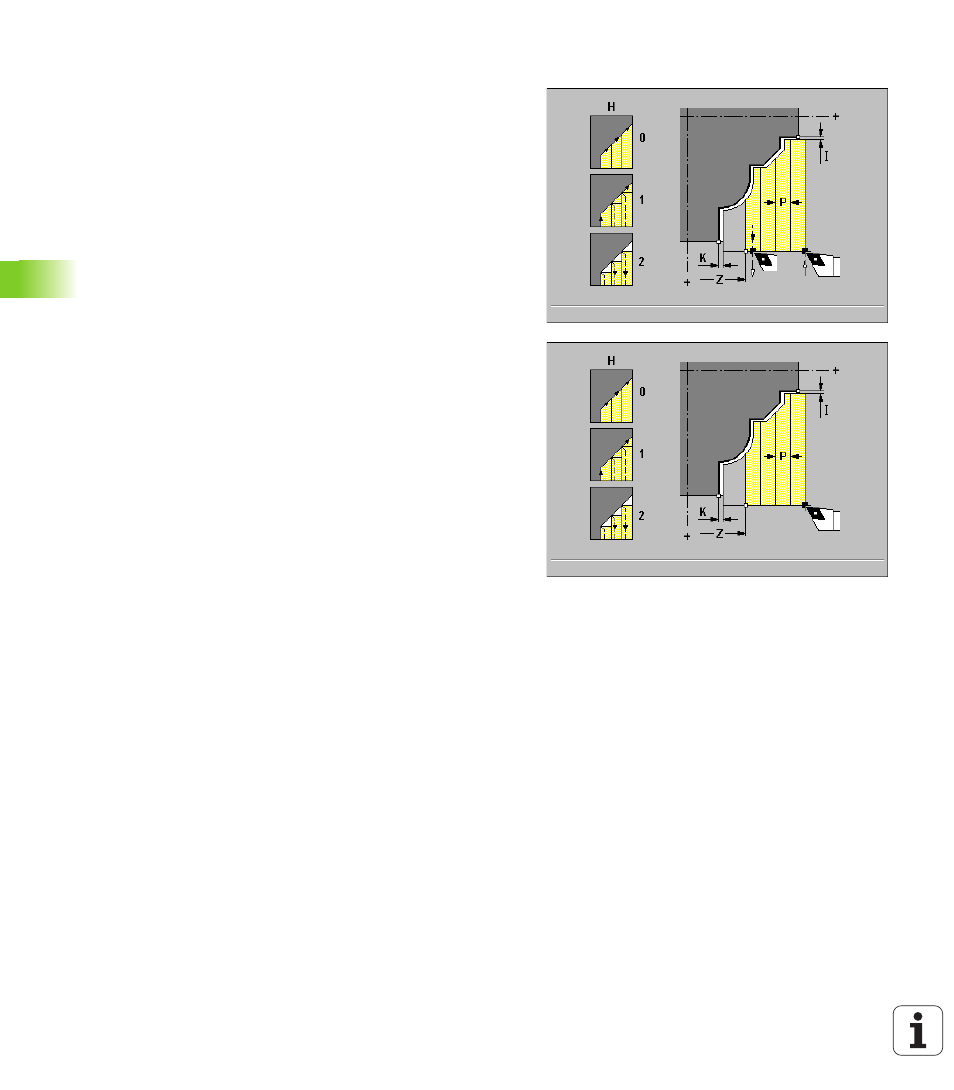
Obróbka zgrubna konturu plan G827 / G828
Cykl skrawa opisany przez pozycj narz dzia i w opisie konturu w
nast pnych wierszach zdefiniowany obszar konturu w kierunku
planowym bez pogł biania (patrz “Opis konturu“ na stronie 310).
Parametry
Z ograniczenie skrawania: skrawanie nast puje do
"ograniczenia skrawania".
P maksymalne wci cie: rozdzielenie skrawania zostaje tak
obliczone, iż unika si „przejść szlifowania” i wci cie <= P.
H rodzaj odsuwu (default: 1):
H=0: skrawa po każdym przejściu wdłuż konturu
H=1: wznosi si pod k tem 45°, skrawa przy ostatnim przejściu
wzdłuż konturu
H=2: wznosi si pod k tem 45° bez przejścia wzdłuż konturu
I naddatek X (wymiar średnicy) – (default: 0)
K naddatek Z (default: 0)