7 cykle wier cenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 200
200
4 Programowanie cykli
4.7 Cykle wier
cenia
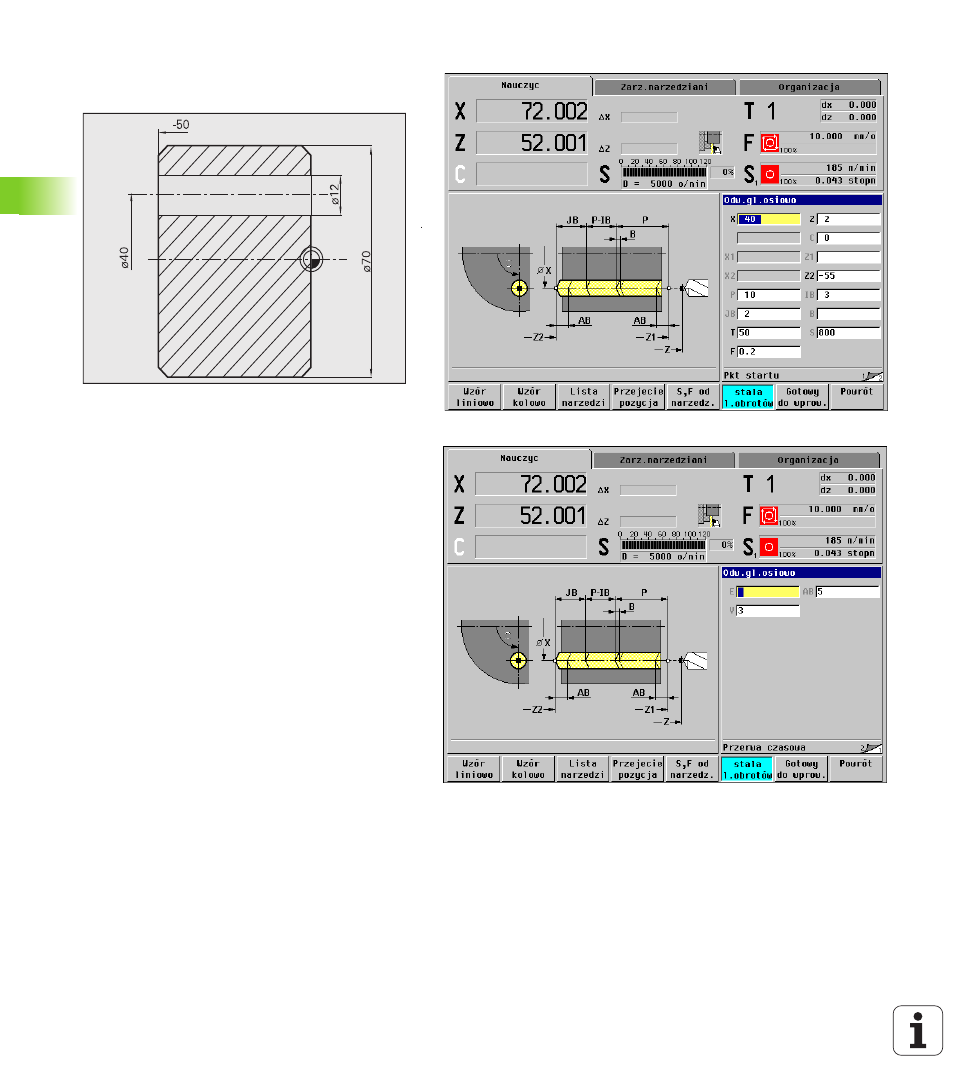
Wiercenie gł bokich otworów
Obrabiany przedmiot zostaje przewiercany przy
pomocy „cyklu gł bokiego wiercenia osiowo” poza
centrum. Warunkiem dla takiej obróbki s
pozycjonowalne wrzeciono i nap dzane narz dzia.
„1. „Gł bokość wiercenia P” i „wartość redukcji
gł bokości wiercenia IB” definiuj pojedyńcze
stopnie wiercenia i „minimalna gł bokość wiercenia
JB” ogranicza redukcj .
Ponieważ „długość powrotu B” nie jest
wyszczególniona, to cykl odsuwa wiertło do punktu
startu, przebywa tam krótko i dosuwa na bezpieczny
odst p dla nast pnego stopnia wiercenia.
Ponieważ ten przykład ukazuje przewiercenie, to
„punkt końcowy odwiertu Z2” jest tak położony, iż
wiertło przewierca całkowicie materiał.
„AB” i „V” definiuj redukowanie posuwu dla
nawiercania i przewiercania.
Dane o narz dziach
WO = 8 – orientacja narz dzia
I = 12 – średnica wiercenia
B = 118 – k t wierzchołkowy
H = 1 – narz dzie jest nap dzane